
动力电池底部防护:刮底球击的测试标准及防护技术发展
点击上方蓝色关注公众号,设置星标⭐,即可第一时间看到最新内容。
https://t.zsxq.com/N6eNG (二维码自动识别)
电池底部防护测试并非凭空产生,它伴随着电动汽车产业的成熟和用户场景的深化而逐步演进。
在新能源汽车发展初期,为提升车辆操控性和空间利用率,动力电池普遍布置于底盘位置。这带来了优势,也引入了风险。实际行驶中,车辆与路沿、坑洼路面、路面异物发生刮蹭和撞击的情况时有发生。
多起电动汽车起火事故调查表明,底部刮蹭是电池受损的主要诱因之一(如电池隔膜破裂导致内部短路)。与传统燃油车托底仅造成结构件损伤不同,电动汽车的托底事故直接威胁到能量密集的动力电池,其后果可能是灾难性的。
同步,在动力电池的底部防护技术也正沿着一条清晰的路径演进:
在被动防护领域:技术从早期的单一金属板,发展到多层复合材料和精心设计的缓冲结构(如蜂窝结构),在抗冲击性能和轻量化之间找到了更好的平衡。
在主动防护领域:实现了从无到有的突破。国内的一些车企已经在探索如何通过数据驱动的智能模型,将安全策略从事故发生后的"被动抵御"转变为事故发生前的主动预防。
在测试验证方面,整车进行刮底工况试验的结果与整车底部护板、悬架、离地间司隙、防撞梁等因素强相关,需要对测试方法和判定要求进行更深入的研究。在最新的GB 18384报批稿编订说明中,也可以看到行业内对考核目的(安全测试/可靠性测试)、测试初始位置、刮底测试工装及车速存在一定的分歧。
因此,基于行业讨论情况以及目前收集到的实车和REESS验证测试情况起草了初版草案,同时开展行业验证测试,进一步确认了如下的整车刮底测试方案。

下面我们主要来聊一下以下内容:
1、法规、行业及评价规程对底部防护的要求;
2、电池底部防护技术的进展及趋势。
标准发展(演进)
从无到有:在GB 38031-2020等早期标准中,并未专门针对底部刮蹭设定测试项目。防护主要依赖整车厂的自行设计。
静态到动态:GB 38031-2025首次引入了电池包级别的底部撞击测试(托底测试),这是一种静态的、针对电池包本体的防护能力考察。
系统化与闭环:最新的发展体现在动静结合与整车验证。正在修订中的GB 18384提出了整车级别的动态刮底测试,模拟车辆行驶中撞击异物的场景。这与电池包的静态测试一起,共同构成了一个完整的底部防护测试体系。同时,C-NCAP和C-IASI等第三方评价机构也跟进纳入相关测试,从消费者端和保险端推动了安全标准的闭环。
以下是主要标准的具体要求对比:

1、GB 18384-XXXX《电动汽车安全要求》(征求意见稿)
测试类型:整车动态刮底测试
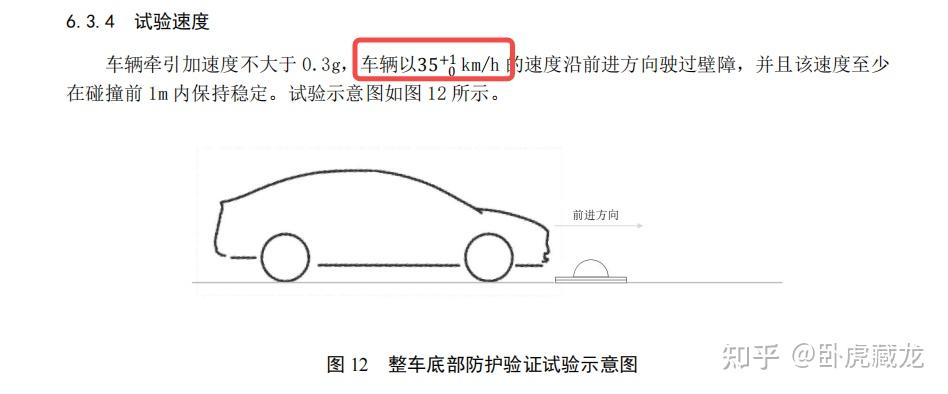
核心参数:
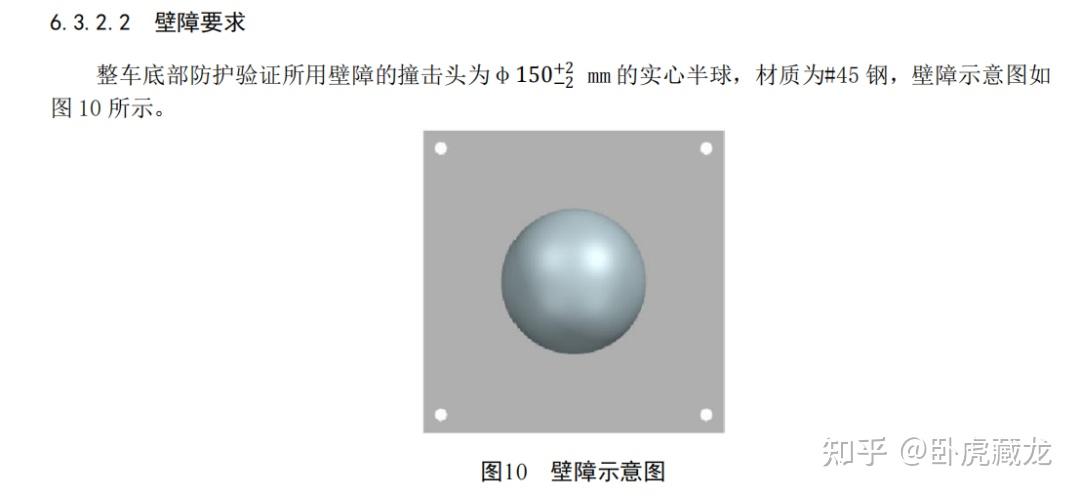
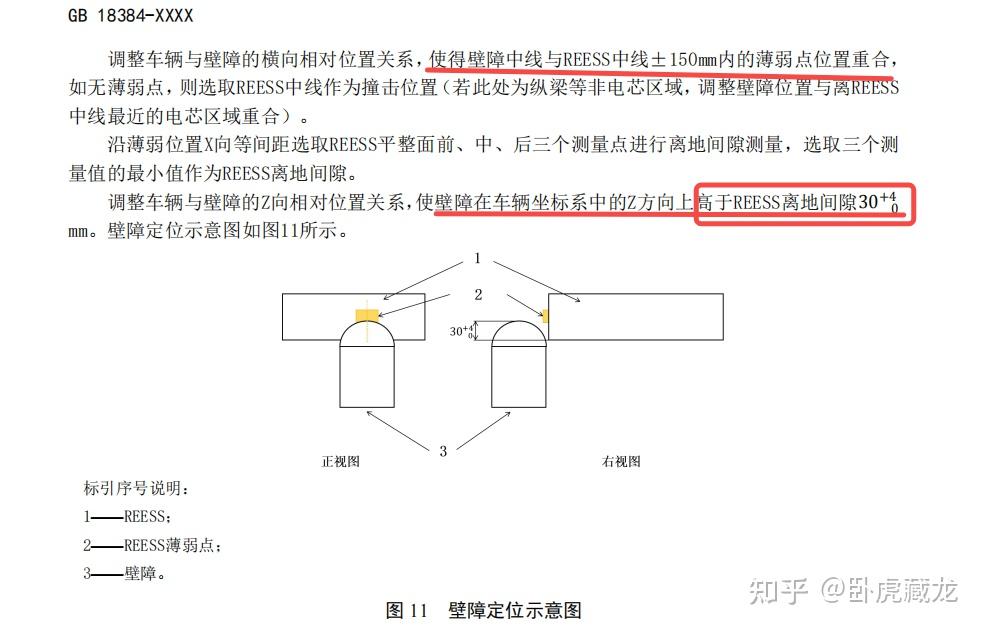
壁障:直径150mm半球头,与电池包重叠量30mm
车速:35km/h(基于事故数据分析,92%刮底事故车速低于此值)
撞击位置:整车中线±150mm的电池包薄弱区域
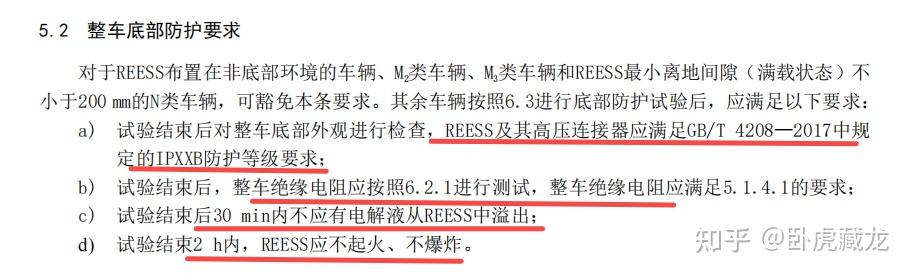
通过要求:
电池包和高压连接器需满足IPXXB防护等级,30分钟内无电解液泄漏,2小时内不起火、不爆炸,绝缘电阻达标。
特点:首次将整车底盘防护、悬架设计与电池包布置纳入综合考核,覆盖路面钝性障碍场景。
2、GB 38031-2025《电动汽车用动力蓄电池安全要求》
测试类型:电池包静态底部撞击(球击)
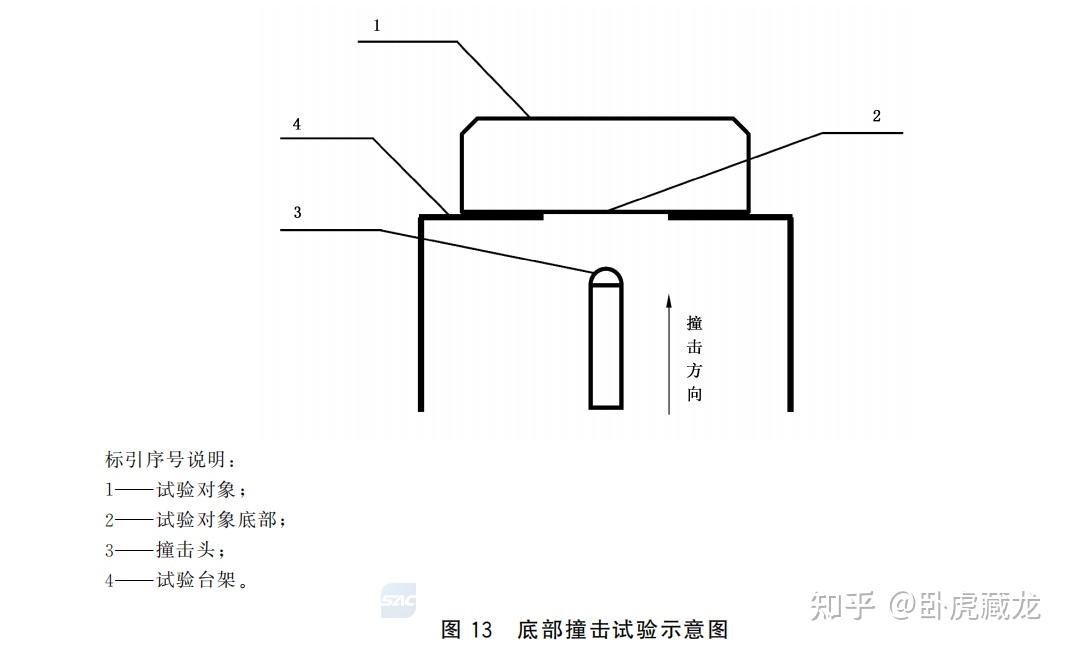
核心参数:
撞击头:直径30mm钢球,能量150J(相当于20km/h车速撞击力)
撞击次数:3次,分别针对电池包前、中、后薄弱部位
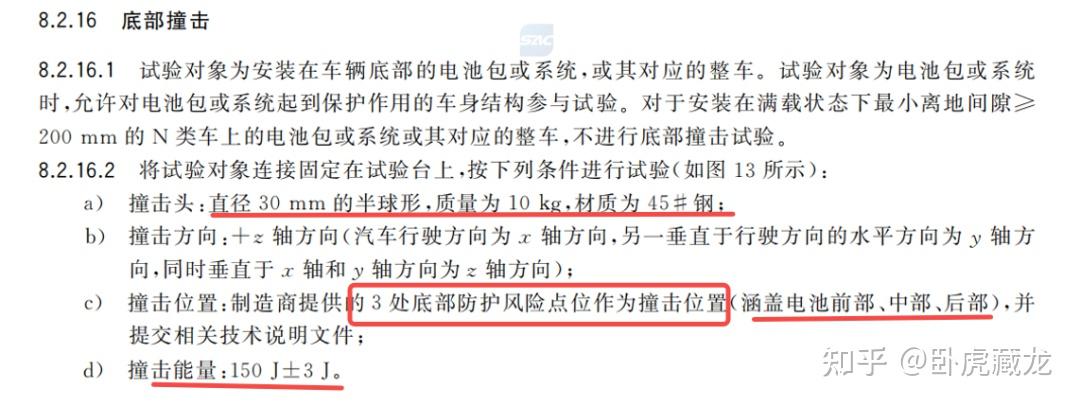
通过要求:无泄漏、破裂、起火或爆炸,绝缘电阻≥100Ω/V

特点:与GB 18384形成互补,前者关注整车动态防护,后者聚焦电池包静态抗冲击能力。
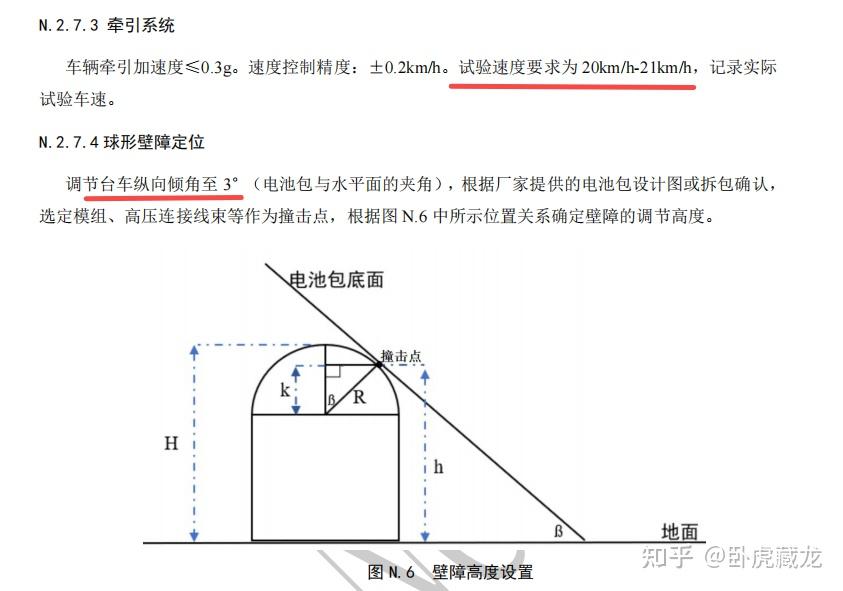
3、C-NCAP 2024版-附录N 电动汽车刮底试验规程
测试类型:整车刮底(选做项)+ 台车刮底
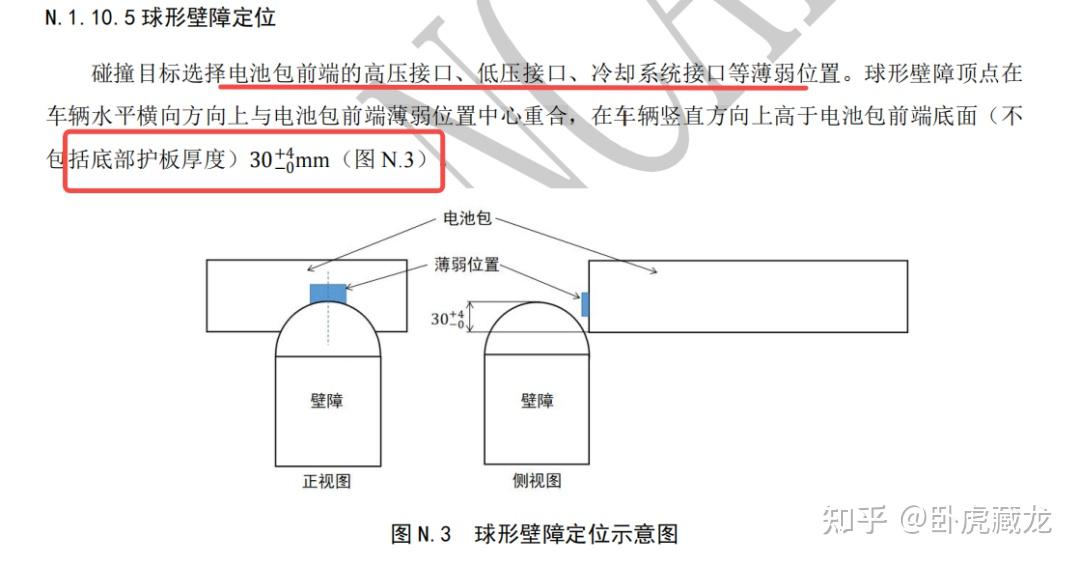
核心参数:
整车测试:30-31km/h车速,撞击直径150mm球形壁障,壁障顶端位于电池包底面上方30-34mm
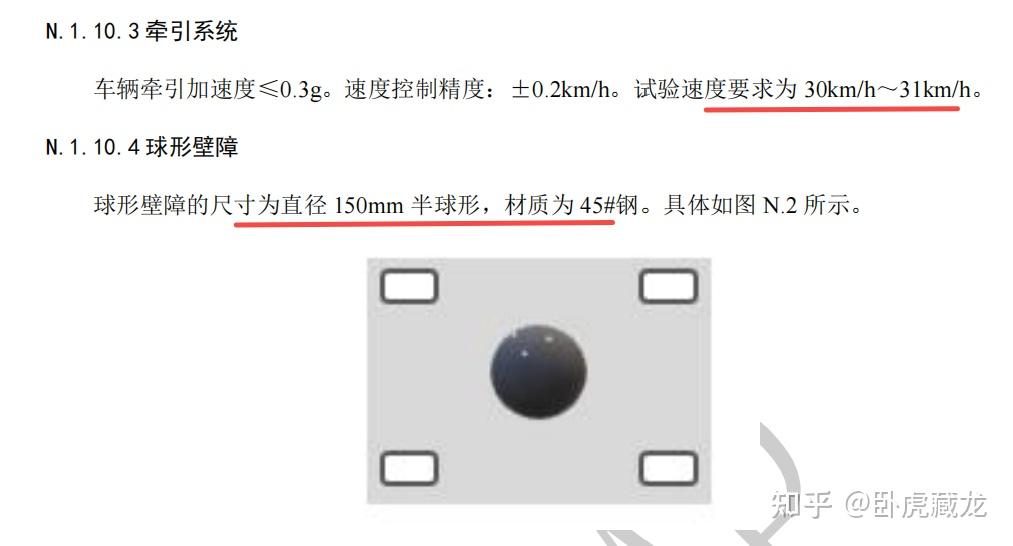
台车测试:模拟悬架动态,3°倾角、20-21km/h车速撞击相同壁障
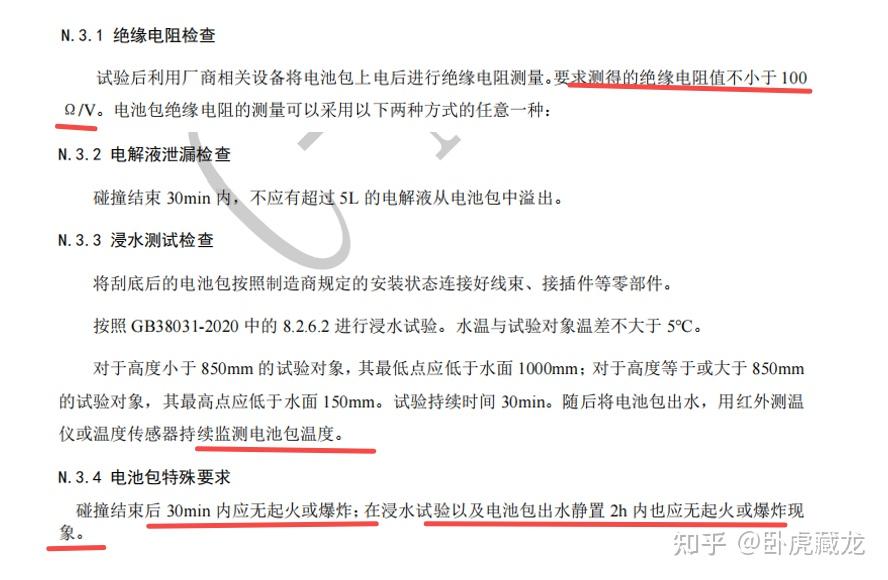
通过要求:无起火爆炸,绝缘电阻≥100Ω/V,无电解液泄漏,通过浸水测试
特点:全球首个将刮底测试纳入NCAP体系,更贴近实际道路工况。
4、C-IASI 新能源汽车专项指数:电池刮底与托底试验
该规程将电池安全测试整合到整车碰撞安全评价中,主要包括 “车辆底部碰撞测试” 和 “车辆侧面柱碰撞测试”。模拟了两种最常见的底部碰撞场景:
① 整车刮底试验(模拟行驶中刮蹭路面突起物)
测试方法:
试验车辆以 30km/h ± 1km/h 的速度,行驶方向撞击一个固定的刮底工装。
刮底工装: Φ150mm 的钢制实心半球。
关键设置:
重叠量: 刮底工装顶部最高点相对于电池包前横断面底部初始对准位置,沿Z向上的重叠量为 30mm-36mm。
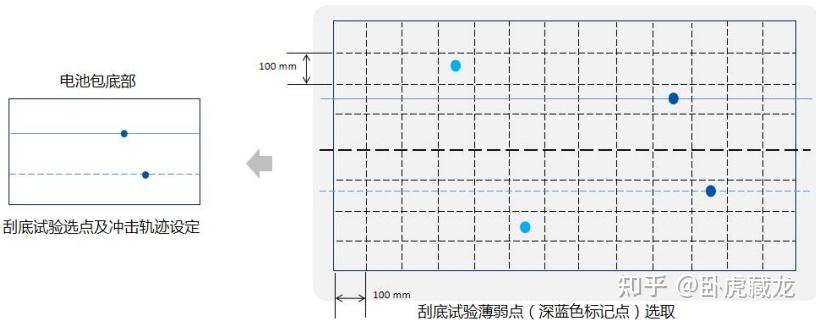
撞击点选择: 根据厂家提供的电池包仿真数据,随机选定一个薄弱点(如仿真形变图中标识为橙色或红色的高风险点)作为初始对准位置。
模拟场景: 车辆行驶中底盘撞击到石头、路缘石等凸起障碍物。
② 整车托底试验(模拟静止时被地面异物撞击)
测试方法:
将整车放置在撞击试验台架上。
用一个质量为10kg、撞击头为 Φ25mm 的半球头,沿Z轴方向垂直向上撞击电池包底部。
关键设置:
撞击能量:150J ± 5J。
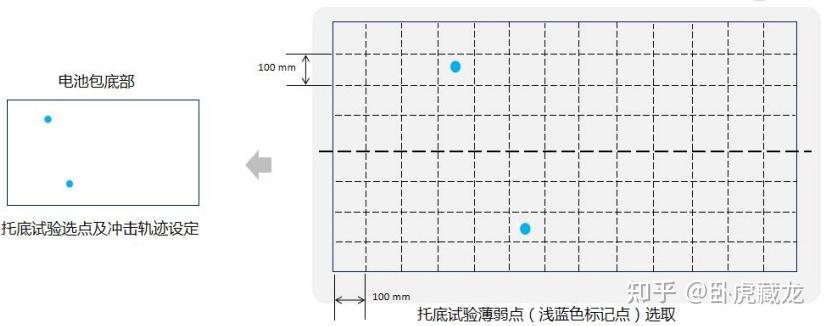
撞击点选择: 随机选定2个电池包底部的薄弱点进行撞击。
模拟场景: 车辆压过路面上的硬物(如飞石、砖块),异物从下方撞击电池包。
5、团体标准(如吉利主导)
核心要求:30km/h正向刮底、20km/h负坎冲击无损伤,部分企业已实现120km/h超国标测试(如宁德时代、比亚迪)
底部防护技术的进展
动力电池底部防护问题的凸显,本质是电动汽车结构特性、技术需求与实际使用场景矛盾的集中体现,具体可从结构先天脆弱性、事故风险高发、后果连锁性三方面展开:
电动汽车结构导致底部 “先天暴露”
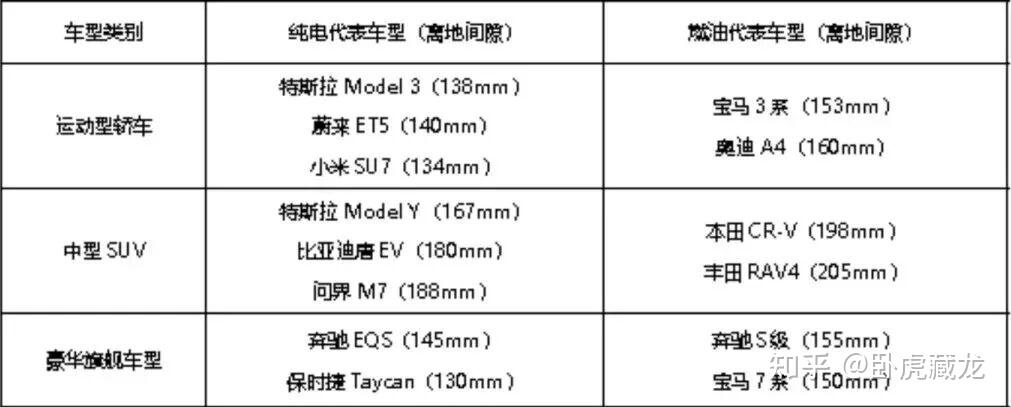
安装位置低:为平衡续航与空间,动力电池包多平铺于底盘(乘员舱下方 / 偏后方),离地间隙仅 12-18cm(远低于传统燃油车油底壳 20cm 以上的高度),路面 10cm 高石块、坑洼或井盖翻转即可直接撞击电池包。
防护基础薄弱:电池包底面无车身结构遮挡,是整个系统最薄弱环节;且电动汽车整备质量一般比燃油车高 ,车身悬置压缩量更大,进一步降低离地间隙,托底概率提升 。
2. 实际事故验证底部风险高发
典型案例频发:根据2024年国家应急管理部统计数据,电动车起火事故中,底盘撞击导致电池受损占比达37%。这一数据反映出底部撞击是引发动力电池热失控事故的重要因素之一,凸显了加强电池底部防护设计的必要性。
损伤隐蔽性强:轻微托底可能仅造成电池包外壳变形,无即时起火,但内部电芯、冷却管路已受挤压 —— 电池包变形后未及时处理,一段时间后因内部短路引燃;底部刮蹭后电池包密封失效,2-3 个月后易出现局部过热。
3. 底部损伤触发 “热失控链式反应”
底部撞击的危害具有 “递进性”:底部变形→电池隔膜穿刺→内部短路→电解液燃爆(150℃以上)→高温喷溅引燃相邻电芯,;若伴随涉水场景,还会因电池包破裂导致水导电短路,引发全车高压系统瘫痪。
从结构强化到智能感知
为满足日益严苛的标准,电池底部防护技术经历了从单一结构加强到“结构-材料-智能”综合防护的演进。
① 结构防护设计
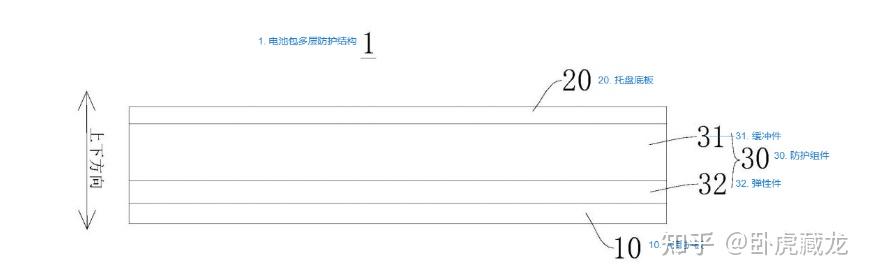
多层缓冲结构: 如比亚迪采用的电池包底部8层防护结构,结合缓冲件、弹性件和金属板复合,形成高效的吸能缓冲体系。下图(比亚迪专利)展示了一种在底护板与托盘底板间设置弹性缓冲层的设计,可逐级分散冲击力。
详情请参考:

比亚迪超级e平台(8):电池底部360°磕碰检测是如何做到?
专用防护梁/防撞杆: 在电池包前方布置防护梁(首选圆管截面),使其最下缘比电池包底面低10mm以上,可在刮底工况中优先接触障碍物,牺牲自身以保护电池包。这是应对C-NCAP等刮底测试最直接有效的手段之一。

高强度底护板: 采用高强度钢板(如DP1180)、铝合金板或复合材料替代普通钢板,提升其抗冲击和抗撕裂能力。例如,吉利银河L7采用1.5mm的1180DP高强钢板+1mmPVC涂层,其抗拉强度是普通钢板的2倍以上。
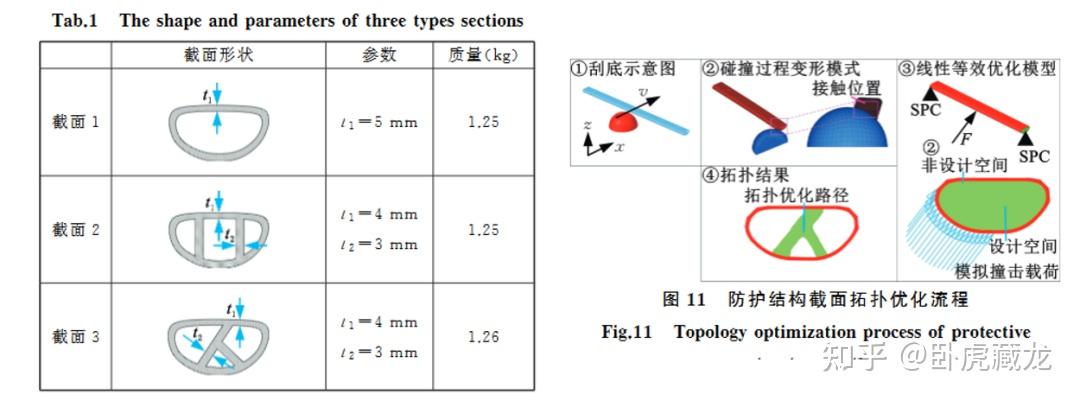
轻量化优化设计: 通过拓扑优化(如得到“人”字形最优截面)、尺寸优化和多目标算法,在满足侵入量要求(如<5mm)的前提下,实现防护结构的轻量化。研究表明,优化后的铝合金防护结构可比原钢制结构减重46.8%以上。
② 材料创新
高强钢与铝合金: 广泛应用超高强度钢和铝合金型材,在保证刚强度的同时减轻重量。
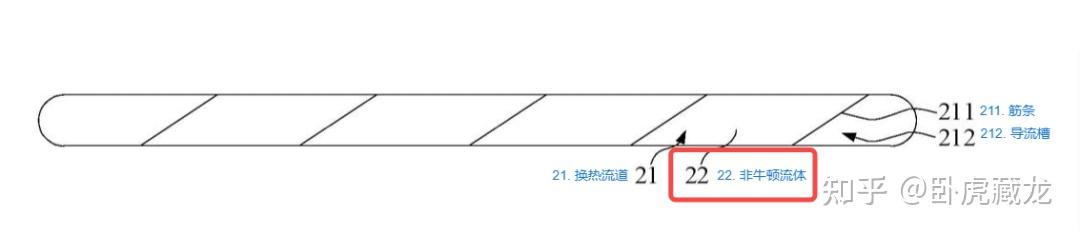
复合材料与非牛顿流体: 探索采用玻纤复合材料、蜂窝铝板等作为吸能芯材。一些头部电池厂家提出了内含非牛顿流体等智能材料的缓冲件,其在受到高速冲击时会迅速变硬,实现更好的吸能效果。
③ 智能检测与预警(创新前沿)
这是当前技术发展的最新方向,超越了被动的物理防护,转向主动的安全管理。
磕碰检测单元: 如比亚迪 创新性地引入了基于电容器与传感器的高灵敏度检测单元。通过布置在电池包上的传感器(类似气囊碰撞传感器),实时监测电池受冲击的加速度和位置信息。
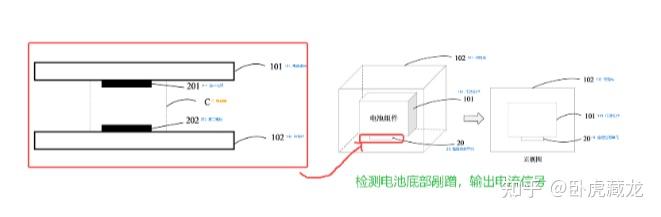
工作原理与价值: 该系统能精准识别冲击的位置与程度,并根据预设的算法判断风险等级。一旦检测到超过阈值的磕碰,系统可主动采取限功率、提示用户检修甚至自动断高压电等措施,防患于未然。这解决了“隐蔽性”难题,实现了从“被动防御”到“主动预警”的跨越。
总结
1. 体系化与分层化: 中国已形成“强制国标(GB 38031)打底 -> 行业评价(C-NCAP)引领 -> 保险指数(C-IASI)深化 -> 团体标准(T/CSAE)先行”的多层次、全覆盖的电池底部安全评价体系。
2. 场景从极端走向日常: 标准演进从关注极端碰撞下的生存性(GB 38031的150J高能量撞击),扩展到常见中轻度磕碰下的功能安全性(C-IASI)。这引导车企不仅关注电池不被撞坏,还要关注磕碰后是否能安全使用、是否需预警。
3. 评价维度从结构扩展到系统: 早期标准主要考核“不起火、不爆炸”。现在则强调碰撞后的绝缘性能、密封性、高压自动断电,并开始关注救援便利性(如车门自动解锁)。C-IASI的规程预示着未来可能会加入对电池健康状态诊断和可维修性的评价。
4. 中国标准持续引领: 这一套日益精密和严苛的测试评价体系,特别是在模拟真实道路场景和关注用户长期用车安全方面,已处于全球领先地位,为全球标准制定提供了“中国方案”。

如果大家有什么疑问和想法的话,或者期待了解的内容,欢迎在下方留言,或者进群讨论,也非常感谢大家下方的打赏支持与鼓励,在此先谢谢各位了!
PS:
① 由于交流群目前已经接近500人,无直接加入。大家如果还有需要入群的,请加入2群。
② 如有其他技术交流需求、新能源相关商务合作等请先扫码添加微信(为方便备注,请注明您的公司、职位、姓名),然后邀请您进群。
https://weixin.qq.com/g/AQYAAC4IXFK04-j97RW0gXwQZ2NRtIauvh77VwATT2tElzg4vQt9dbDCHhD5eszh (二维码自动识别)
— THE END —
如果您觉得本文不错,欢迎推荐给身边的人。右下角点个☀推荐☀,谢谢您的支持!
MORE新能源汽车设计方案解读与拓展
- 比亚迪超级e平台解析(1):十二合一电驱系统
- 比亚迪超级e平台解析(2):升级版电驱复用升压充电技术
- 比亚迪超级e平台解析(3):最全面的电驱脉冲加热技术
- 比亚迪超级e平台(4):如何实现双枪充电?
- 比亚迪超级e平台(5):电机激励熔断器是做什么的?
- 比亚迪超级e平台(6):仅2Kg的超轻液冷枪有哪些设计巧思?
- 比亚迪超级e平台(7) :闪充电池的10C是如何实现的?
- 比亚迪超级e平台(8):电池底部360°磕碰检测是如何做到?
- 比亚迪超级e平台(9):1000V的电机绝缘是如何炼成的?
- 比亚迪超级e平台(10):冷媒直冷和液冷孰优孰劣?
- 比亚迪超级e平台(11):电驱+OBC+DCDC+压缩机的深度磁集成方案
- 比亚迪超级e平台(12)1500VSiC功率模组,DCM半桥的崛起之路
MORE
其他热文
以上所有的专利及数据都已上传知识星球:新能源汽车高压系统,欢迎感兴趣的朋友加入获取资料(苹果手机的用户加入,麻烦请后台先私信联系我。
【免责声明】文章为作者独立观点,不代表公众号立场。如因作品内容、版权等存在问题。请于本文刊发30日内联系删除或洽谈版权使用事宜。