欧美为什么现在集体放弃新能源汽车了?
这几年,很多车主应该都有一个明显感受:修车、等配件,比以前麻烦了。
新车价格上涨,二手车价格也不便宜。很多人不急着换车,就只能把现有车辆继续维护好。可问题是,受芯片短缺、物流不稳定、工厂停产等因素影响,不只是整车生产受影响,售后零部件供应也被拖慢了。
对于汽车售后市场来说,这意味着一个很现实的问题:车型越来越多,零件更新越来越快,原厂件不一定好买,价格也未必合适。
谁能更快做出可靠的替代部件,谁就能抓住机会。
Dorman Products 就是在这样的背景下,把3D打印技术更深入地用进了产品开发。
118000种零部件,开发速度不能慢
Dorman Products 是一家拥有百年历史的美国汽车售后部件制造商,主要为轻型和重型车辆提供替换部件。
它不是一家小型改装厂,而是一家产品线非常庞大的企业。
截至2021年12月25日,Dorman 管理着约118000种不同类型的部件,覆盖数百种车型。按照过往经验,他们每年还会推出大约4000到5000款新部件。
这个数字听起来很大,但放在汽车售后行业里并不奇怪。
不同品牌、不同年份、不同配置的车型,零部件差异非常多。一个看似不起眼的卡扣、软管、支架、密封垫,都可能因为车型变化而需要重新设计。
对 Dorman 来说,速度很重要,但可靠性更重要。
因为这些部件最终会被装到真实车辆上,要面对发动机舱高温、震动、油液、冷却液和长期使用环境,不是“看起来像”就可以。
他们不是简单复制原厂件
过去,开发一个新部件,往往要经历很长流程。
团队需要找到原厂部件,测量、扫描、建模,再进行逆向工程。有些时候,为了完整了解车辆系统,他们甚至会购买整辆车来做分析。
拿到原厂件后,Dorman 会把部件送到计量实验室,通过非接触式激光扫描或接触式探头获取高精度数据。
随后,工程团队再使用 SolidWorks 进行数字重建和设计修改。
但 Dorman 的目标并不只是“做一个替代品”。
在 OE FIX™ 产品系列中,他们会分析原厂部件为什么会失效,并尝试改进原始设计。可能是更换材料,也可能是改变结构。
比如,某个发动机组件被大量车主反馈容易故障。原厂件由塑料制成,长期处在发动机高温环境下,可能出现开裂。
Dorman 团队分析后,决定使用铸造铝重新设计这个部件。
但换材料并不是把塑料件原样改成金属件这么简单。
新的设计要适合压铸工艺,还要保证装配位置、结构强度和功能表现都没有问题。每一次结构调整,都需要做样件验证。
如果完全依赖传统方式,很多时候只能寄希望于第一次设计就足够准确。否则,改一轮就可能等上数周,甚至数月。

3D打印先解决“等”的问题
Dorman 的增材制造主管 Chris Allebach 和机械设计团队经理 Eric Tryson,后来把 Formlabs 的 Form 2、Form 3、Form 3L 等 SLA 3D打印机,以及多台 FDM 打印机纳入了日常工作。
他们主要用这些设备做两件事:
一是快速制作新部件原型。
二是为验证测试制作定制夹具、量规和固定装置。
这不是为了展示新技术,而是很实在地解决开发里的卡点。
Tryson 提到,有了3D打印后,设计迭代可以在数小时内完成,有时一天能推进两个版本。
对于产品开发来说,这种节奏差别非常大。
以前一个设计改错了,可能要等几周才能看到下一版。现在,当天修改、当天打印、很快就能拿到实物验证。

测试夹具,反而是最容易拖慢进度的地方
很多人提到3D打印,第一反应是“打样件”。
但在 Dorman 的实际工作中,3D打印的另一个重要用途,是制作测试夹具和固定装置。
汽车零部件形状各异,即使两个部件都要做流体测试,因为几何结构不同,固定方式也不一样。
也就是说,很多测试夹具本身就是定制化的,没法批量采购。
在引入3D打印之前,Dorman 往往需要把夹具设计好,再交给外部机加工厂制作。
这个过程通常要五到六周,成本也会明显上升。
Allebach 提到,某些固定装置或量规如果用传统机加工,成本可能增加5到10倍,而且设计还会受加工方式限制。
现在,他们可以在制作产品原型的同时,把测试夹具和量规也打印出来。
等最终设计确定时,配套的验证工具也基本准备好了。
这样一来,产品开发就不容易被外部加工周期卡住。
一个软管测试,也能省下不少麻烦
加压软管测试就是一个典型例子。
测试时需要两个固定装置:
一个用来封闭软管一端,并注入流体,测试承压极限。
另一个用来模拟真实车辆中的匹配结构,比如散热器接口。
如果按传统方式,团队可能要购买完整散热器,或者加工一套复杂夹具。
但通过3D打印,他们只需要把与软管配合的那一小部分结构打印出来,就可以完成测试。
这样既节省空间,也节省成本。
如果夹具损坏,再打印一个也很快。


通止规也开始用3D打印制作
在尺寸检测方面,Dorman 也逐渐开始信任3D打印。
产品正式投放市场前,他们需要判断零件尺寸是否在允许范围内,这就要用到通止规。
有些场景对公差要求很严,例如直径需要达到 ±0.05mm。
一开始,Allebach 也不确定3D打印能不能胜任这种精度要求。
但他们使用 Form 3+ 和 Form 3L 后,成功打印出了直径公差为0.025mm的通止规。
这个结果让团队意识到,SLA 3D打印并不只是外观模型工具,在一些检测场景里也能承担实际工作。

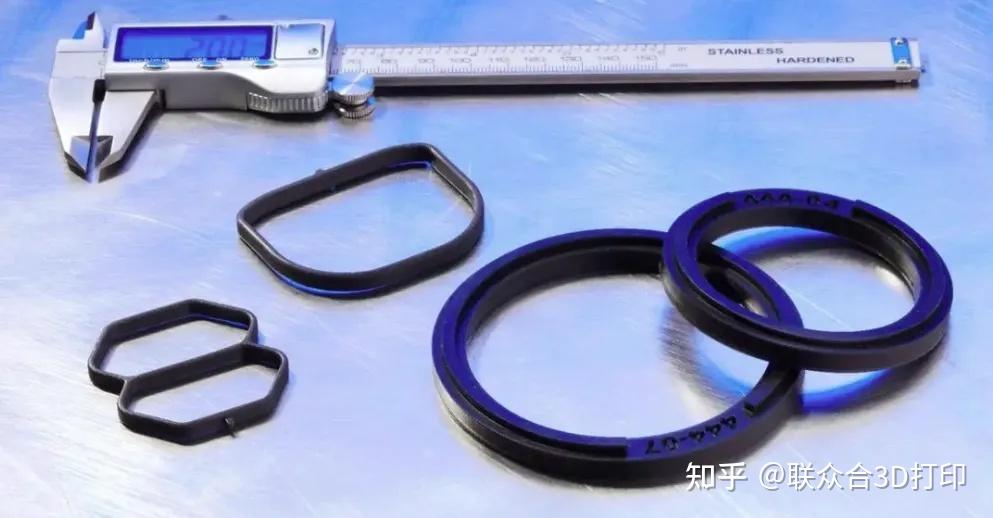
定制密封垫:从2周缩短到3小时
另一个很有代表性的应用,是定制密封垫。
做压力测试时,团队经常需要密封特定端口或表面。但很多部件没有现成的匹配几何形状,传统做法是先测量,再制作金属模具,然后用模具从硅胶板上切割密封垫。
Allebach 形容这个过程有点像“用模具切饼干”。
材料利用率不高,时间也不短。
后来,他们开始用 Formlabs 的 Silicone 40A Resin 直接打印定制密封垫。
根据案例资料,用机械加工金属模具切割硅胶板,每组密封垫大约需要2周,成本约250美元。
而使用 Silicone 40A Resin 进行SLA 3D打印,每组约3小时,成本约12美元。
这个差距非常直观。
不替代传统制造,但补上关键环节
当然,Dorman 并不是要用3D打印替代所有传统制造。
需要大批量生产的最终零件,依然会进入注塑、压铸、机加工等传统流程。
但在设计验证、夹具制造、小批量测试、密封件制作和展示样件阶段,3D打印可以显著减少等待时间,也让工程师更容易尝试新的结构。
从投资回报来看,Dorman 团队也算得很清楚。
Tryson 表示,当初选择 Form 2,是看中表面质量和尺寸精度。对他们来说,这台设备大约两个月就收回了成本。
后来他们评估其他 Formlabs 打印机时,也发现多数设备不需要几年时间,往往几个月内就能体现回报。
这也是为什么他们逐渐扩展到 Form 3L 等大幅面设备。
Form 3L 每天运行10到12小时,有时还会连夜工作。对于需要频繁开发新部件的团队来说,机器不是摆设,而是真正进入了日常流程。
写在最后
汽车行业正在变化。
新车型越来越多,电动化趋势也让零部件材料、结构和制造方式发生变化。售后市场要跟上这种变化,不能只靠过去那套慢节奏开发方式。
Dorman 的案例说明了一件事:
3D打印在制造业里的价值,不一定体现在“直接打印最终产品”上。
更多时候,它真正解决的是中间环节的效率问题。
设计师可以更快看到实物,工程师可以更快验证装配,测试团队可以更快拿到夹具,质量团队可以更快完成检测。
每个环节省下来的几天、几周,累积起来,就是产品上市速度和成本控制的差距。
对汽车售后部件这样一个品类复杂、需求分散、更新频繁的行业来说,这种改变尤其明显。
3D打印不是万能工具。
但在 Dorman 这样的企业里,它已经不再是实验室里的新鲜设备,而是工程团队每天都会用到的工作方式。
真实的制造升级,很多时候并不轰轰烈烈,而是从少等几周、少花一笔加工费、少返工一次开始。