
汽车安全带切割,没你想的那么简单——从FMVSS标准到±0.5mm,一位工艺工程师的硬核笔记
安全带能“切断”不等于“切好”,差0.5mm就可能废掉整条产线
先问你一个问题:一条汽车安全带,从织带卷到装进车里,中间最重要却被忽视的工序是什么?
不是缝纫,不是装配,而是切割。
你可能觉得切个织带有什么难的?剪刀一剪不就行了?
还真不行。
汽车安全带不是普通织带。它的背后是FMVSS 209、ECE R16、IATF 16949这些听起来像密码的标准,是碰撞瞬间45kN的拉力要求,是回卷器里几万次抽拉后的边缘不散丝。
我在汽车供应链做了几年工艺,见过太多因为切割问题导致整批报废、客诉甚至认证失败的案例。今天我把这些年踩过的坑、总结的经验、以及真正工业级设备该有的样子,一次性写清楚。
全文约5000字,建议收藏。 文末有选型速查表和常见问题,可以直接拿来用。
一、那些你必须知道的标准(否则连供应商资格都没有)
汽车行业对安全带织带的切割要求,不是什么“看起来整齐”就行,而是写在法规里的硬指标。
- FMVSS 209(美国)
安全带的法律级标准。要求织带在动态拉力测试中不能从切口处撕裂。切口边缘的编织结构绝对不能破坏——冷切一刀下去,纤维散了,测试必挂。 - ECE R16(欧洲)
除了拉力,还考核高温耐久性和切边完整性。熔边发黄、局部碳化?对不起,认证直接不通过。 - IATF 16949
汽车供应链的质量管理体系。核心就两个字:可控。手工切、半自动切因为过程不稳定,已经被主流车厂和Tier 1完全排除。 - FMVSS 302
内饰材料阻燃。热切割如果产生易燃的碳化颗粒或改变阻燃速率,也是违规。
所以,不是“能切断就行”,而是“每一刀都要满足法规”。
我把常见的质量要求整理成一张表,建议保存👇
| 项目 | 汽车级标准 | 传统低端工艺的后果 |
|---|---|---|
| 切口平整度 | 无毛边、无散丝、无拉丝 | 冷切→散边→拉力断裂 |
| 尺寸精度 | ±1mm(高端±0.5mm) | 人工/劣质送料→尺寸漂移→装配不良 |
| 热封边缘 | 均匀不发黄、不碳化 | 普通热切(无温控)→烧焦发脆 |
| 熔边硬度 | 边缘不硬化、不结块 | 加热粗糙→形成硬块→影响回卷 |
| 连续作业 | 24h高Cpk稳定量产 | 轻型切带机→温降→故障频发 |
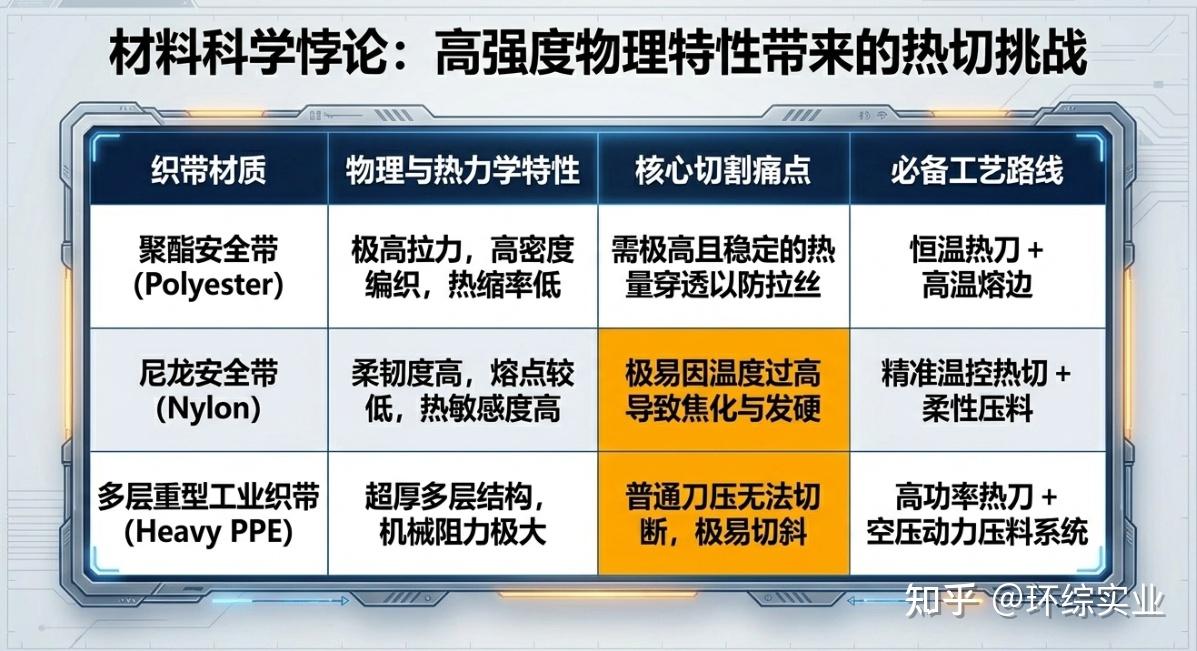
二、材料决定工艺:聚酯、尼龙、PPE完全不一样
安全带不是一种材料打天下。不同材质,熔点、韧性、热敏感性天差地别,必须用不同的切割参数。
🔷 高密度聚酯纤维(涤纶)—— 主流,但难切
占比最大。超高拉力、耐老化、多层高密度编织。
难点:太密实,普通刀切不透;太厚重,送料容易打滑。
解决方案:大功率恒温热刀,精确控温,形成均匀的微型熔边。
🟤 高强度尼龙 —— 柔韧,但娇气
柔性好、吸湿、熔点低。
难点:对热极度敏感。温度稍高就焦化发黄,熔边冷却后变硬,刮手、影响回卷。
解决方案:精准闭环温控热刀 + 空压同步压料,快速切断,热影响区最小化。
⚫ 厚重特种织带(PPE/赛车六点式/降落伞绳)
超厚、多层复合、回弹力极强。
难点:普通机械刀根本切不断,强行切会崩刀或严重变形。
解决方案:重型大功率热刀 + 气缸空压动刀系统,绝对穿透力。
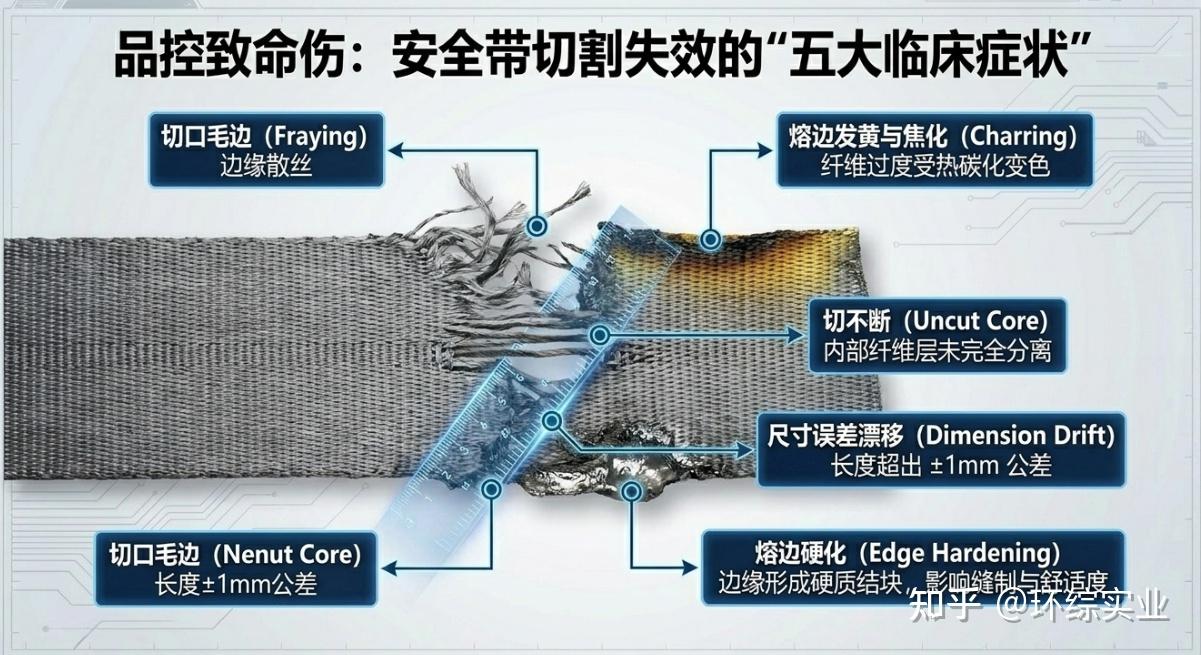
三、5个最容易踩的坑(每一个我都亲眼见过)
1. 切口毛边与拉丝
成因:冷刀钝化,或热刀连续切割时温度跟不上(热补偿不足)。
后果:自动缝纫机卡线,拉力测试时从毛边处撕裂。
👉 某工厂因为这个原因,一批3000条安全带全部报废。
2. 熔边发黄/碳化
成因:温控粗糙(没有闭环反馈),刀温过高或停留时间过长。
后果:纤维变脆,外观发黑,拉力不合格。
👉 欧洲某客户因为发黄问题被主机厂拒收,空运补货损失20万。
3. 切不断与粘刀
成因:电磁铁压力不够,或刀片太薄。厚织带“藕断丝连”。
后果:生产中断,二次返工,效率腰斩。
4. 长度误差大/尺寸漂移
成因:送料马达扭矩不足,压料结构扛不住织带回弹。
后果:多段误差累积,缝制时对不齐,装配困难。
5. 熔边硬化结块
成因:加热不均,热量堆积,熔融塑料在切口处堆积。
后果:冷却后形成一圈坚硬的塑料硬块,刮手、阻碍回卷器顺畅转动,甚至刺破气囊或内饰。
👉 某品牌曾因此被大量投诉“安全带拉不出来”。
四、冷切 vs 热切,到底怎么选?
很多老师傅会争论这个问题。我的结论很直接:
- 冷切:纯机械剪切,不发热。适合纯棉织带(棉纤维不能热熔)或后续有包边工艺。但高密度安全带冷切后必散边,除非你有特殊缝制工艺。
- 热切:高温刀切断的同时熔封边缘,锁死每一根单丝。汽车安全带行业的绝对主流。
行业共识:基于长期高频抽拉及碰撞安全性的要求,工业级热刀切割是唯一靠谱的方案。

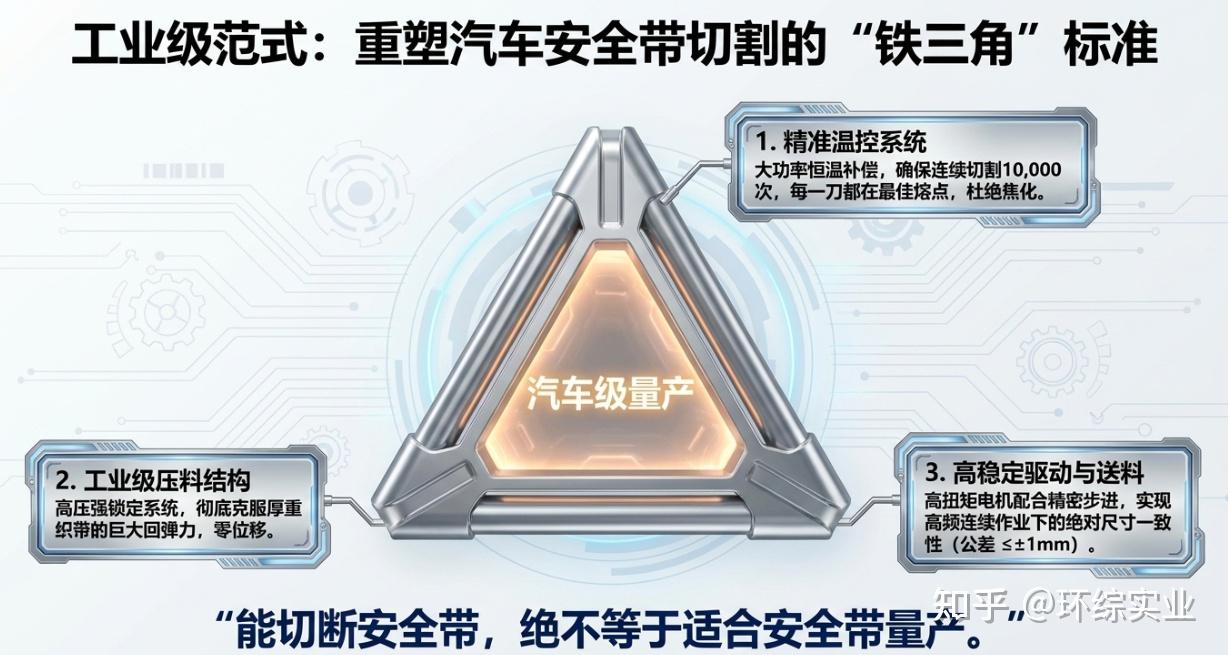
五、一台真正的汽车级切带机,必须具备这3个能力
市面上很多“切带机”几千块就能买,但那是给服装辅料用的。汽车供应链的设备,门槛完全不同。
① 工业级热刀 + 闭环温控
刀体要用耐高温、大热惯性的特种合金,保证连续高速切割时温度恒定。
温控必须是微电脑闭环控制,精度±1℃,不能有热浪波动。
② 高刚性工业刀架
绝对不能是轻型悬臂结构。要用重型刀架,保证刀片垂直上下,长时间运行不偏切、不变形。
③ 高扭矩送料 + 高防滑压料
安全带卷很重、回弹力大。必须用强劲的驱动系统对抗拖拽阻力,配合空压或重型机械压料,在切断瞬间死死锁住织带,防止回弹和偏移。
做不到这三点的设备,不要放进汽车产线。
六、我们最终选了cuTex TBC系列(附真实数据)
在对比了国内外七八个品牌后,我们工厂最终导入了韩国cuTex的工业切割系统。不是打广告,是真的解决了问题。
我们用的两款:
✅ cuTex TBC-50LH(工业级重型热切机)
适用标准汽车安全带、常规厚织带。
核心优势:大功率加热系统 + 专用重型热刀,温控极其稳定。高压力机械压料,连续量产尺寸不飘。
✅ cuTex TBC-50LH/AIR(空压旗舰型)
适用超厚特种安全带、赛车带、PPE织带。
核心优势:在50LH基础上升级气缸空压动刀系统。
- 绝对切断力:气压瞬间击穿超厚多层结构,不粘刀、不拉丝
- 零偏切:空压双向导向,刀具垂直下落
- 24小时高Cpk运行:完全满足IATF 16949的过程控制要求
真实案例(华东某Tier 1,全球Top 5安全系统供应商)
他们之前用气动冷切+人工热封分体工艺,痛点很多。换TBC-50LH/AIR后:
- 切口不良率 下降78%(毛边/散丝接近零)
- 设备连续无故障运行 超过500小时
- 尺寸Cpk从0.8提升到 1.33
- 顺利通过IATF 16949审核
他们的工艺主管原话:“尼龙安全带熔边发硬的问题终于解决了,回卷顺畅度通过了主机厂最严苛的路试验证。”
七、一张表看懂不同材料怎么切(建议截图)
| 材料类型 | 推荐方式 | 是否热切 | 核心要点 |
|---|---|---|---|
| 聚酯安全带 | 标准恒温热切 | ✔ 强烈建议 | 控温均匀,防过热 |
| 尼龙安全带 | 精准温控热切 | ✔ 强烈建议 | 快速切断,限制停留时间,防发硬 |
| 超厚PPE/赛车带 | 空压重型热切 | ✔ 强烈建议 | 大动能气缸+大功率热刀 |
| PP织带 | 快速热切 | ✔ 建议 | 熔点低,快速通过 |
| 魔术贴 | 冷切/热切均可 | 视材质 | 尼龙建议热切锁边 |
| 纯棉织带 | 机械冷切 | ✘ 绝不建议热切 | 棉不可热熔,热切会烧焦 |
八、未来趋势:±0.5mm、MES联网、AI视觉
安全带加工已经不是“切得断就行”了。新能源汽车供应链正在倒逼升级:
- 高精度极限化:行业普遍±1mm正在向 ±0.5mm 迈进
- 智能温控自补偿:设备根据环境温度、织带厚度、速度,自动实时调整热刀温度
- MES系统联网:切割温度、速度、产量、报警实时上传,工艺参数全追溯
- AI视觉在线检测:工业相机+AI算法,高速运行中自动识别毛边、烧焦、尺寸异常,自动剔废
普通通用切带机与专业工业级系统的差距,会越来越大。
九、常见问题(FAQ)—— 一次说清楚
Q1:安全带可以用超声波切割吗?
A:超声波对薄型织带有效,但对高密度/厚型安全带熔接强度不足,容易产生硬质熔瘤。汽车行业主流仍是热刀+空压方案。
Q2:热切会影响安全带的拉力吗?
A:只要采用闭环温控+高速切断(停留时间<0.2秒),热影响区极小,母材强度保留率>98%。正规设备出厂前都会做拉力衰减测试。
Q3:cuTex设备能对接MES吗?
A:可以。TBC系列标配通讯接口,温度、产量、报警实时上传,满足汽车行业追溯要求。
Q4:能切割涂胶或阻燃处理后的安全带吗?
A:可以,但需要微调温度曲线。很多品牌提供免费样品测试服务,建议先试切再买设备。
十、最后说几句心里话
在汽车行业待久了,见过太多工厂“图便宜”买几百几千的切带机,结果:
- 废品率高得吓人
- 客户审核不通过
- 出货后被索赔
安全带切割,本质不是“切”,而是“工业稳定性的竞争”。
真正靠谱的设备,不是单次切得好看,而是连续24小时、一个月、一年,每一刀都稳定在规格内。
如果你正在选型或升级切割设备,希望这篇文章能帮你少踩坑。
有问题欢迎评论区交流,也可以私信我,我知道的都会告诉你。
如果觉得有用,点个赞让更多人看到。 👍
本文基于cuTex工业切割系统提供的技术白皮书及本人一线工艺经验整理,数据均已脱敏。