深度解析|深腔家电部件脱模困难,模具结构优化不足的行业通病与破局方案
在家电智能化、外观立体化的迭代趋势下,深腔中空、立式腔体、薄壁深筒类结构件被广泛应用于智能家居、小型家电、环境电器领域。相较于常规二维塑件,深腔家电部件具备成型深度大、包裹接触面广、收缩包紧力强、脱模负压高等物理特性,量产难度显著提升。当前行业普遍存在的深腔部件脱模困难、拉伤变形、批量不良问题,本质是模具结构设计标准化缺失、专项优化不足带来的结构性行业通病。
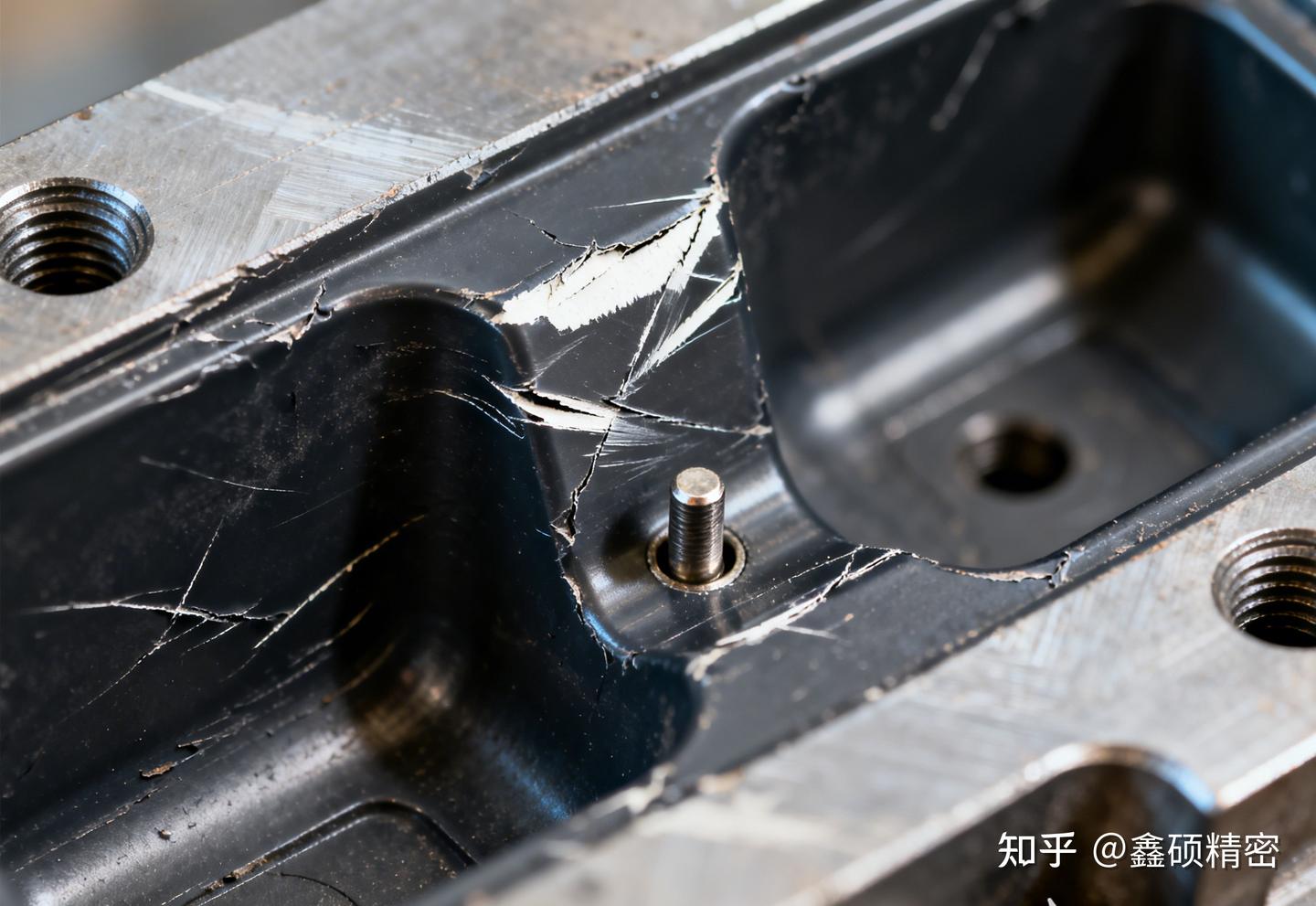
从成型力学角度拆解深腔脱模痛点:深腔塑件冷却收缩后,型腔内壁包裹应力集中,密闭腔体形成真空负压,产生极强的模内吸附力。若模具沿用通用浅腔结构,会出现四大结构性缺陷:拔模梯度不足导致侧壁摩擦拉伤;顶出系统单点受力引发局部顶白、壳体变形;型腔无负压释放通道导致塑件吸附卡模;无辅助脱模结构导致深腔大件无法平稳脱落。以上问题均属于模具先天结构缺陷,无法通过注塑工艺参数修正。
行业深层乱象在于,多数模具厂商为压缩成本、缩短工期,对深腔模具进行结构简化,省略推板脱模、环形顶出、负压排气、梯度拔模等核心工艺,将通用模具结构套用在深腔产品上,造成试模勉强合格、量产全面失控的行业现状。这也是家电深腔部件良品率低、产能不稳定、报废损耗高的核心根源。

长期脱模异常,会带来连锁经营损耗:生产节拍被迫拉长、设备利用率下降、人工无效工时增加、外观不良率飙升、订单交付稳定性不足,严重制约家电注塑企业的规模化量产与高端客户配套资质。想要实现深腔部件稳定量产,必须跳出后端调机思维,建立前置化、专业化的深腔模具结构优化体系。
针对行业结构性通病,鑫硕注塑模具依托多年家电深腔模具研发量产经验,构建了完整的深腔脱模结构解决方案。通过模流力学仿真预判塑件收缩包紧力,精准匹配拔模斜度与脱模余量,从源头降低侧壁摩擦阻力;采用分布式多点均衡顶出+整圈推板辅助脱模结构,解决深腔大件受力不均、变形顶白问题。
同时,鑫硕注塑模具创新优化深腔型腔负压释放结构,破除密闭真空吸附,实现塑件无阻力顺畅脱模,彻底解决行业长期存在的脱模卡顿、粘模卡死、侧壁拉伤等难题。系统化结构优化后,深腔家电部件可实现自动化量产,外观零拉伤、尺寸零变形、批量稳定性极强,有效帮助企业降低报废损耗、提升产能效率、稳固高端家电供应链配套能力。