专业解析|家电模具不良率高如何解决?从设计逻辑到工艺控制全流程方案
家电模具不良率高,是典型的 “系统性问题”,而非单一参数问题。在量产场景下,缩水、变形、披锋、气泡、尺寸漂移、顶白、粘模等缺陷,本质均源于设计不合理 + 工艺不匹配 + 维护不到位。本文从专业角度完整拆解解决方案,适合家电企业工程、采购、生产管理者参考。
一、设计端:从根源降低不良率(占比约 80%)
- 产品结构优化
壁厚严格控制均匀度,避免突变区域;拔模斜度根据材质与结构设置合理角度;深腔、倒扣、外观面结构简化,减少成型阻力;尖角改为圆角,降低应力痕与开裂风险。
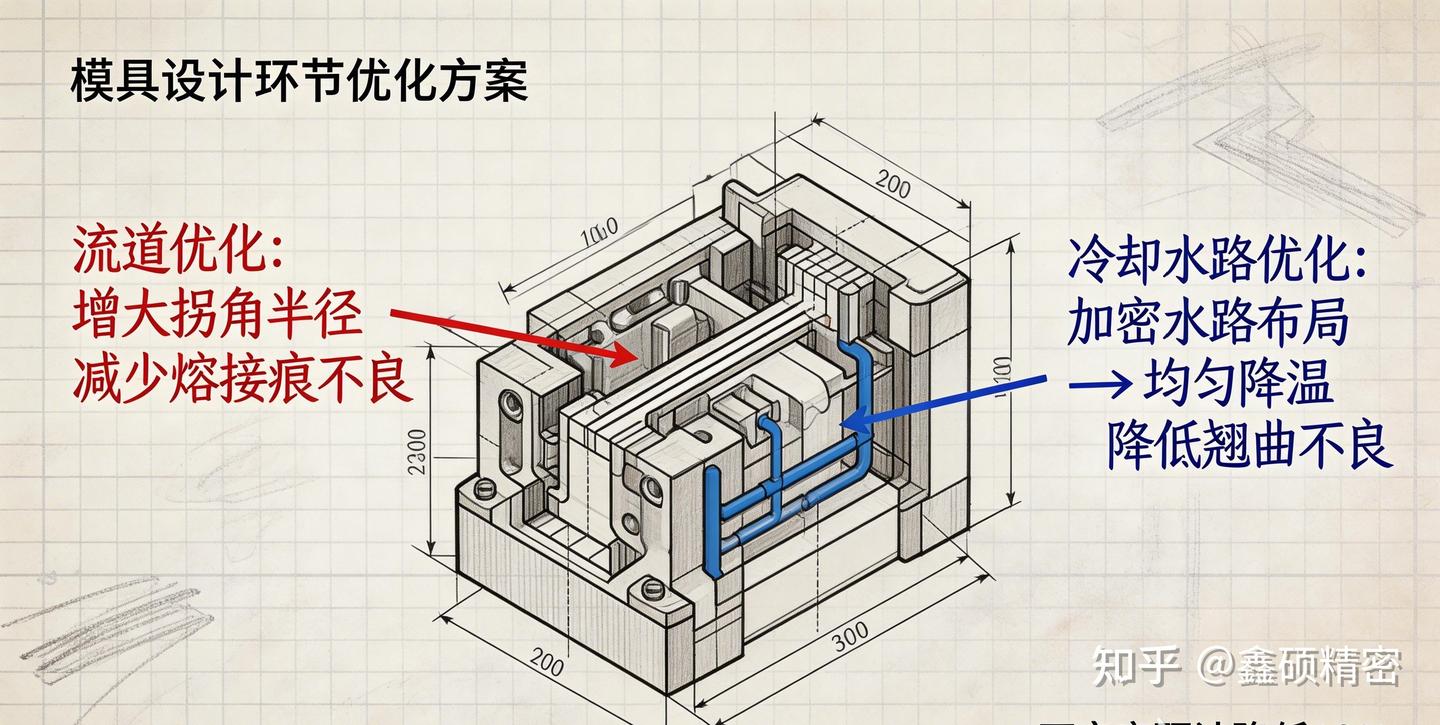
- 浇注系统设计
流道采用短、粗、顺原则,降低压力衰减;浇口位置避开外观面,选择填充路径最优处;多型腔模具进行流道平衡分析,确保同步填充;合理设置冷料穴,减少冷料纹。
- 冷却系统设计
采用均匀对称水路布局,关键区域强化冷却;使用隔水片、螺旋水路提升热交换效率;控制模温波动在 ±3℃ 以内,显著减少变形、缩水、尺寸不稳定。
- 排气系统设计
在熔体填充末端、汇合处、深腔位置开设排气槽;利用分型面、顶针、镶件间隙辅助排气;避免困气导致烧焦、缺料、气泡等缺陷。
鑫硕注塑模具在设计阶段引入模流分析,对填充、保压、冷却、翘曲进行模拟优化,从源头降低不良率。
二、工艺端:稳定成型品质(占比约 20%)
- 温度控制
料温依据树脂特性设定,避免过热降解与低温流动性差;模温稳定控制,保证表面质量与尺寸一致性。
- 速度与压力控制
采用分段射胶,快速填充 + 慢速保压,兼顾效率与品质;避免压力过大导致披锋,或压力不足导致缺料、缩水。
- 保压与冷却
保压阶段补充熔体收缩,防止凹陷;冷却时间依据壁厚设定,确保产品充分定型再顶出,减少后变形。
- 原料与环境控制
原料充分干燥,避免水分导致气泡、银纹;车间环境稳定,减少温湿度变化对尺寸的影响。
三、模具维护与加工精度
加工精度不足会导致配合间隙异常,引发披锋、漏料;顶出系统不平衡易造成顶白、变形;长期生产需定期清洁、润滑、检修易损件,保持模具状态稳定。
总结
家电模具不良率高,并非无法解决,而是需要 “设计优先、工艺匹配、持续维护”。单一调机只能临时改善,系统化优化才能长期稳定。
鑫硕注塑模具专注家电精密模具,从设计、加工到试模全程闭环管控,可显著降低不良率、提升产能、减少损耗,为家电大批量生产提供可靠保障。
编辑于 2026-04-02 · 著作权归作者所有