一篇文章看懂拓竹切片软件Bambu Studio,详解每个参数的作用及设置
这是一个基础的3D打印入门教程,给大家讲一下拓竹的切片软件各个参数的作用,以及如何修改参数可以让打印质量更好。
大神玩家们就不用看了,其实对切片软件的参数每个老玩家都有自己的理解,这篇文章也就是给新人玩家快速入门用的。
另外,各个品牌的切片软件其实大同小异,其他品牌机器的用户也可以适当参考。
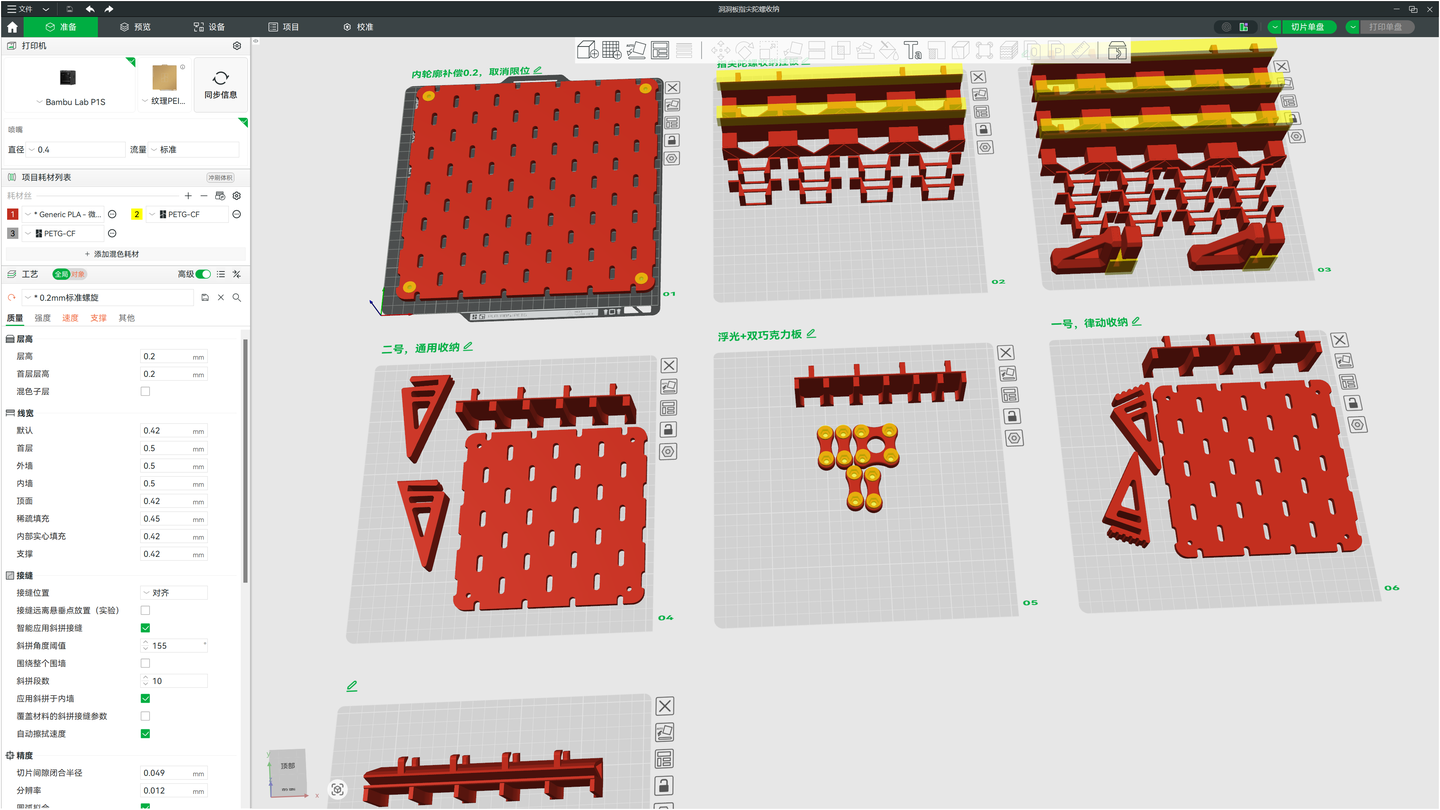
一、打印机设置
我们就从左上角一项一项的来讲吧。
首先是这个打印机设置,这里需要修改的地方不多,左侧选自己的打印机型号,右边选择打印板的型号就行了。

不可打印区域
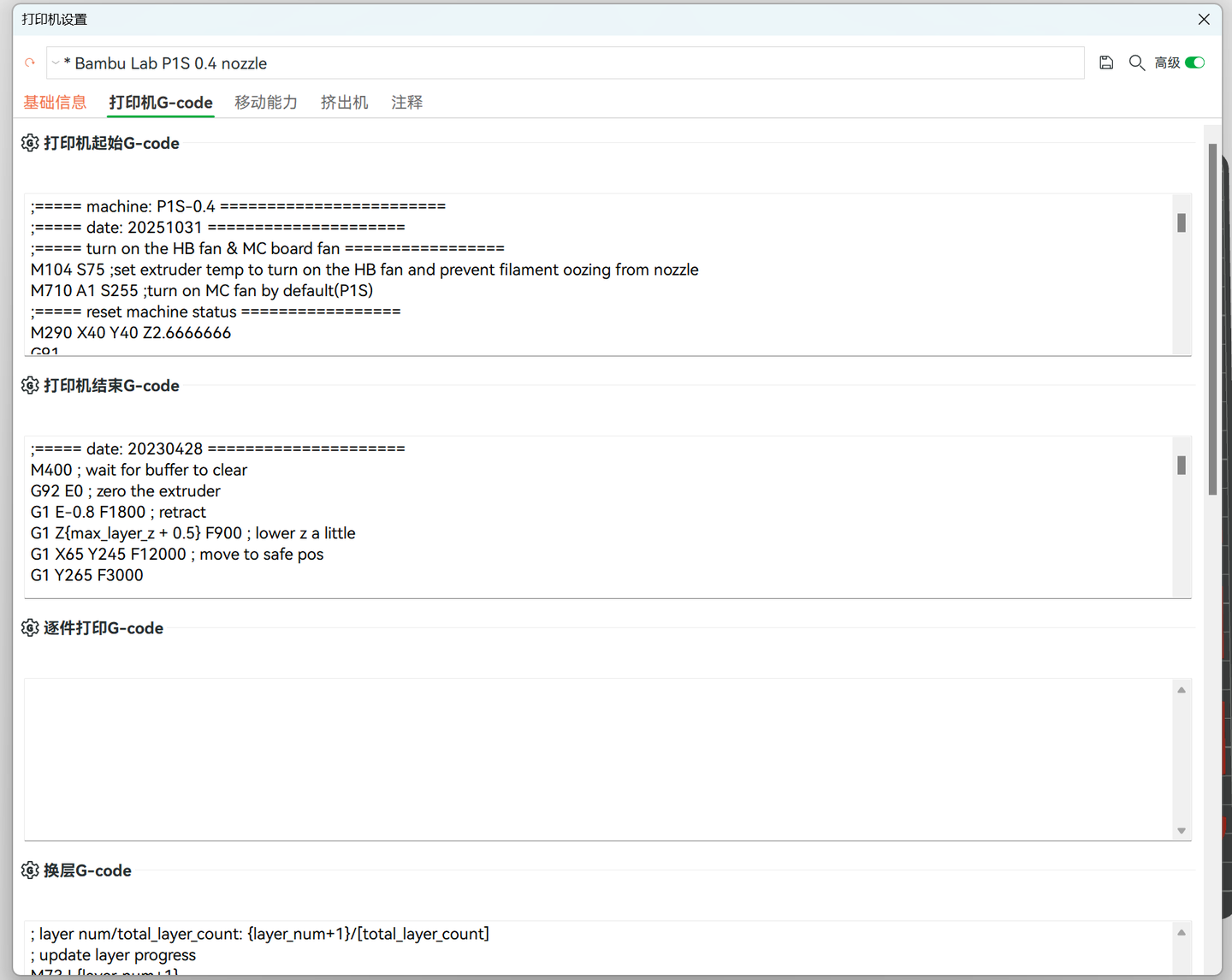
在打印机型号的右上角位置有个设置按键,点开之后可以修改打印机的一些参数。
其中有可能用到的是这里的“不可打印区域”的参数,如果把这里的参数都删掉,就可以让打印版的左下角也可以放置模型。
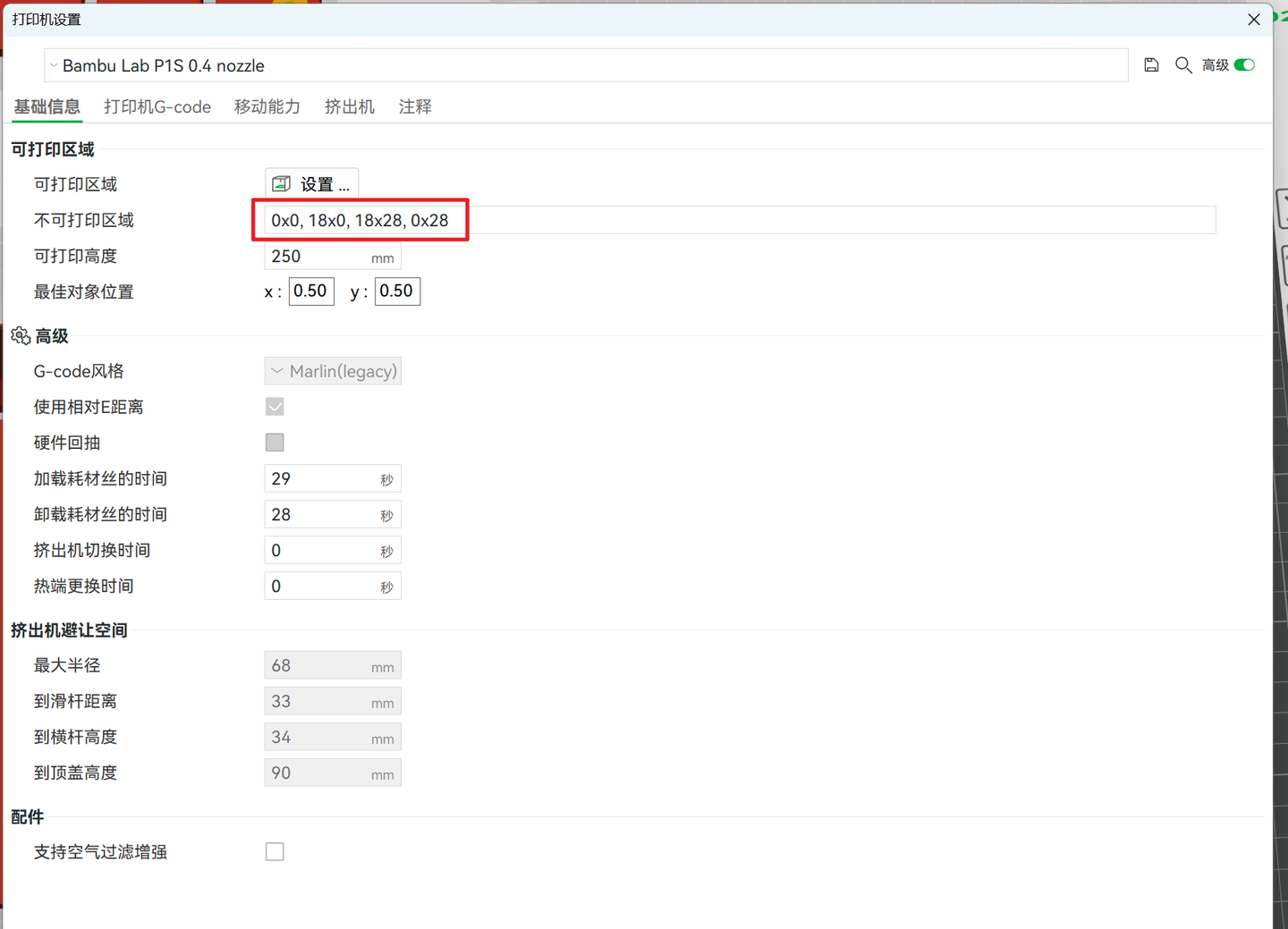
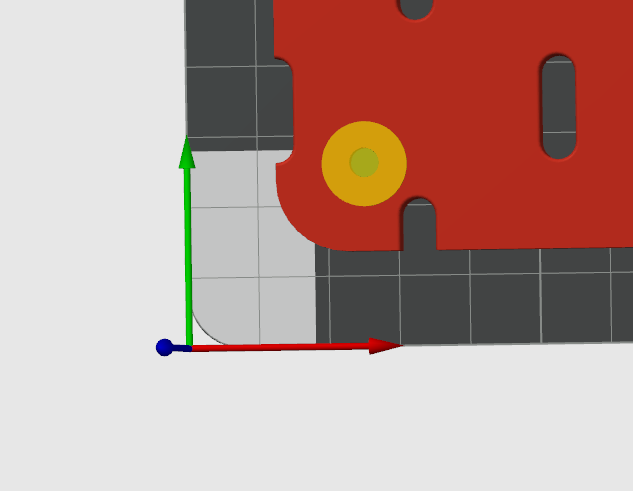
就是打印板左下角的这个位置,正常是不能放模型的,因为旁边是切刀辅助器,放模型的话容易蹭到。但是这里也不是不能用,如果模型一定要经过这里的话,就可以在打印机设置里把不可打印区域删掉,就可以放模型了。
比如说我打的洞洞板,左下角就是会超出来一点点,所以就只能把打印限制先去掉。
G代码
另外这里还可以修改打印机的G代码来调整一些固定的动作,这里普通玩家就不用管了。你知道这个功能在什么位置就可以了,有部分特殊功能的教程会用到修改G代码,不过我不太建议改这个。
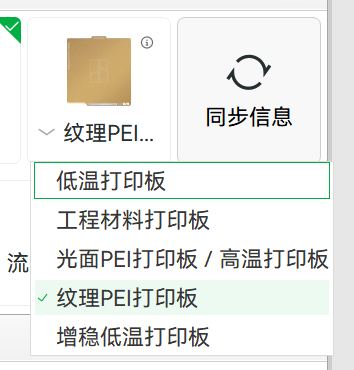
打印板切换
打印板这里,如果你更换了低温版,不要忘了在这里切换一下。
二、耗材项目列表
耗材列表这里,我本来以为AMS里是几个耗材这里就要设置相应的耗材,后来发现并不用,这里只需要有你本模型用得到的耗材就可以了。
甚至颜色什么的都无所谓,设置这里的颜色也就是为了自己看着方便。

我们点击耗材右边的三个小点选择编辑,可以打开这个耗材丝的编辑窗口。
这个窗口中的设置还是比较重要的。
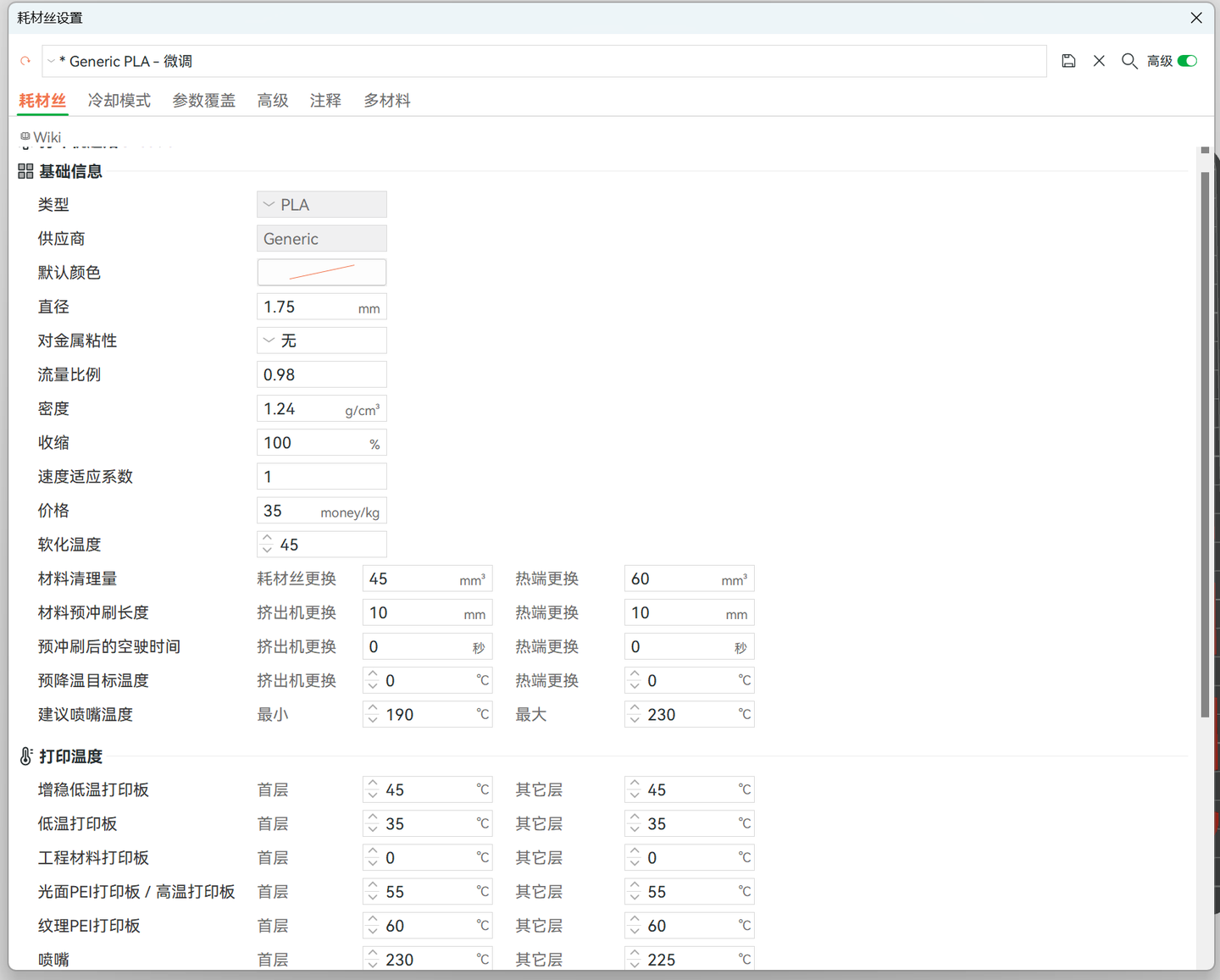
喷嘴温度
给大家说几个比较重要的点
首先是这里的喷嘴温度,这是我们可能需要经常调节的参数。如果遇到打印堵头或者其他的比较莫名的和喷嘴相关的问题,可能一大半都可以通过调节打印温度来解决。
反正要么是加五度要么是减五度,具体分情况来看。

体积速度
另外一项比较重要的点是下面的最大体积速度。
你可以理解为这是最高速度限制,如果你打一些比较便宜的第三方耗材,这个最大体积速度就建议调小一点,建议降低到12左右。而像是拓竹官方的耗材,人家默认的就是21。
这就是为什么当你选择第三方耗材的时候打印时长会提高的原因,但是这也没办法,很多便宜的第三方确实速度快了就容易翻车。

回抽设置
另外,如果你打印的是第三方PETG,可以像我这样设置一下。
会对表面质量有一点点的帮助,具体我也没多研究。

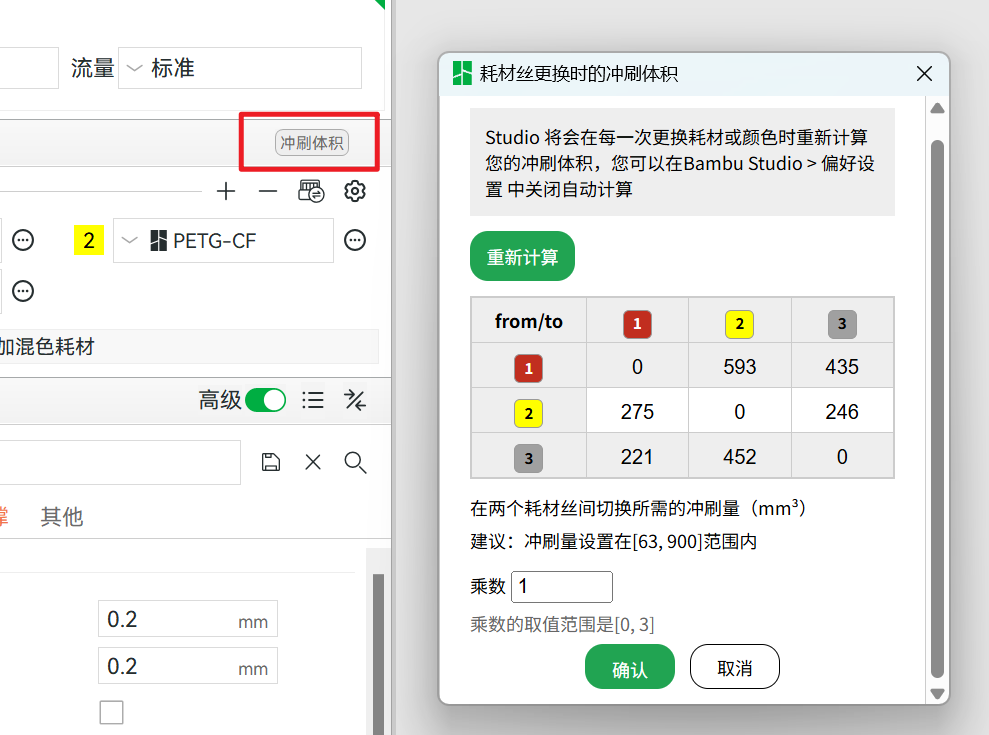
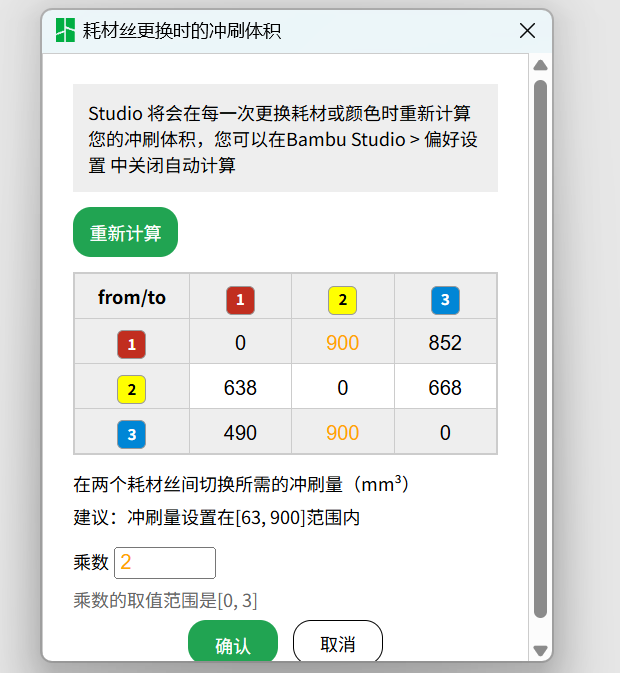
冲刷体积
另外点击右上角的这个冲刷体积,可以调节不同耗材切换时的冲刷量,如果你是单头打印异料支撑,这个冲刷体机一定要手动提高一下。
不然两种料有混合的话模型的层间就粘不住了。
提高到多少呢,你把下面的乘数直接提高到2 就可以了。。。
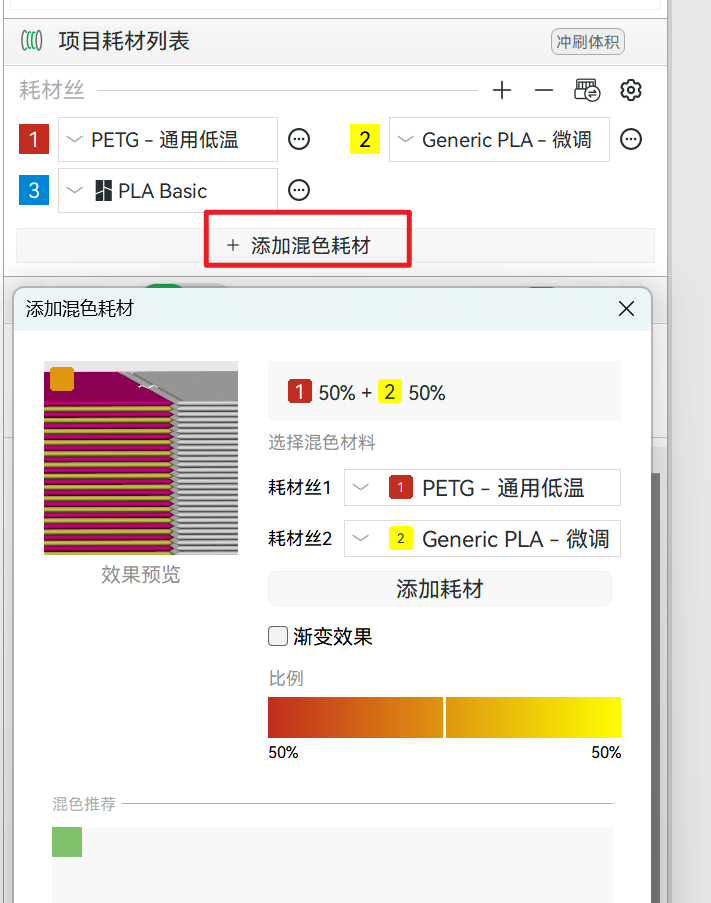
混色功能
这里还有一个特殊的功能,拓竹在前不久的更新中增加了这个混色耗材的功能,意思是可以把两种不同颜色的耗材混合成新的颜色。。
非常图一乐的功能,大家闲着没事可以试试看。。。
三、工艺设置
工艺设置这里,大家一定要打开右上角的高级模式,要不然很多参数是不显示的。

这里一定需要说明一点,玩家在抄网上的配置之前,一定要先把所有参数恢复到拓竹推荐的默认值。就是把这个小红色箭头给点掉。
因为拓竹的这个默认设置会经常更新的,拓竹自己也会研究什么样的参数更好用,然后推送给用户。
我刚买机器的时候,自己研究了一套比较好用的配置,过了几个月才无意间发现,拓竹更新的默认设置已经比我自己研究的要好了。。。
所以网上的这些参数也是同理,有可能你看了一些老参数它在你用的新版本里已经没那么好用了。
建议大家先恢复拓竹的默认设置,再根据自己的理解决定是否需要修改。
质量参数
这里就一项一项给大家讲吧
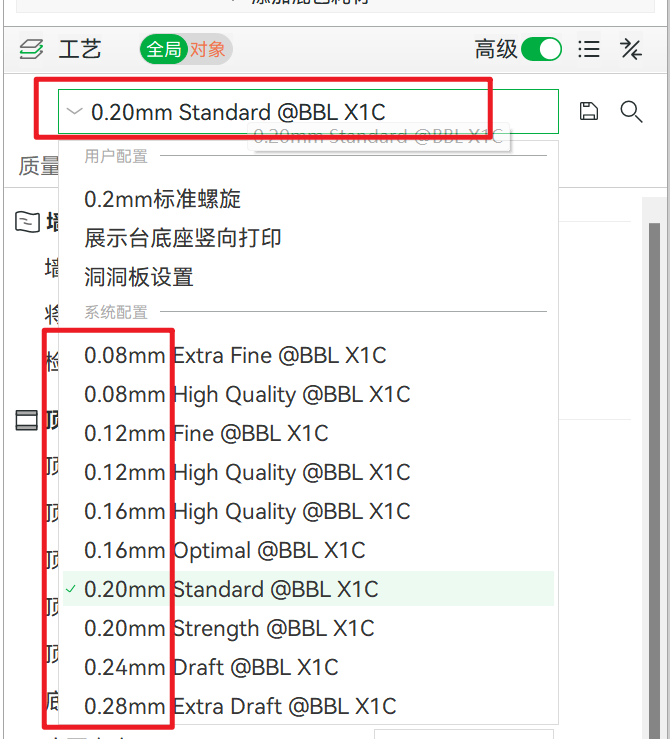
层高:一般不用在这里改,而是选择在上面选择其他的层高模式。

点击这里的小窗口,选择其他的层高设置。
因为层高还涉及到底面层数、顶面层数等其他参数,只修改层高有可能会导致其他参数错乱。而在这里选择的话,那其他参数是给你搭配好的。
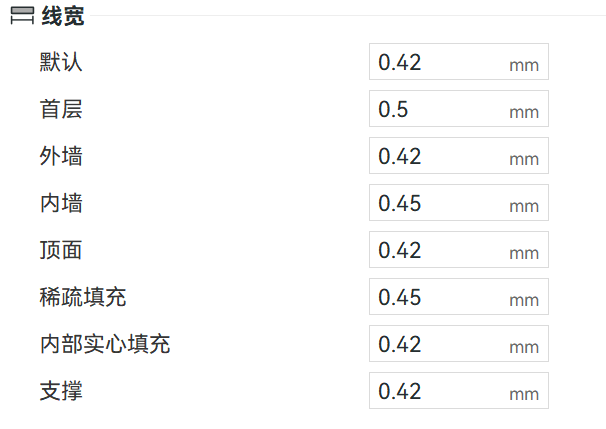
下面的线宽,一般来说不用改,如果想要提高外墙的连接效果,可以把外墙和内墙的线宽提高一点点,比如说提高到0.48或者0.5。
我们要知道线宽是怎么来的,线宽是喷嘴向下压出来的,所以说提高线宽喷嘴就会更用力地向下挤压,就可以提高粘接效果。
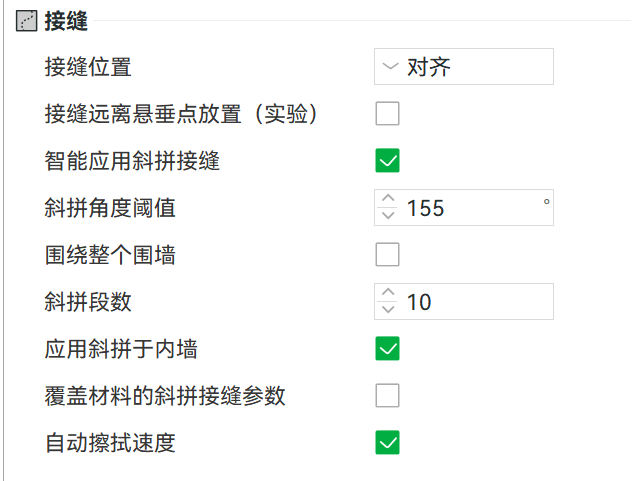
接缝一般来说也不用管,接缝位置选择对齐就是最合理的。
很多教程会教你打开斜拼接缝,但你看拓竹的默认设置已经打开了,所以说之前那些教程其实已经过时了。
精度一般不用管,如果螺丝孔太小,可以打开内轮廓补偿 0.1 或 0.2。

熨烫一般来说也不用管,目前熨烫效果还是奇奇怪怪,往往还不如不开。

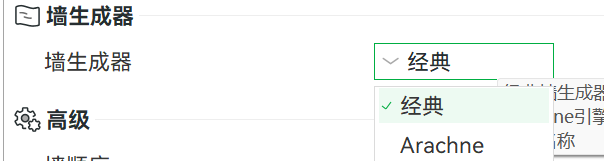
墙生成器一般来说用经典就可以,如果你的模型需要展现一些非常细的线条,或者是在一些小的缝隙里缺少线条,那么可以切换成下面的那个。
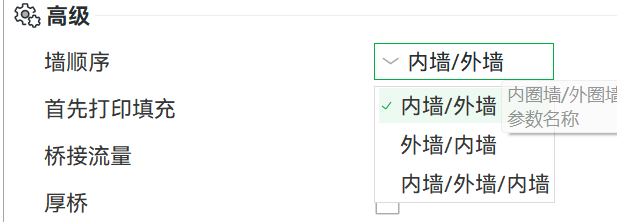
高级设置这个要详细给大家讲一下,好多教程会推荐你将墙顺序切换为“内墙/外墙/内墙”,但该设置仅在3层墙时有效果,默认通常为两层墙,所以那些教程有点照本宣科了。
那你说如果我就是选择3层墙,然后开启“内墙/外墙/内墙”呢?其实也不太建议,因为这有可能会导致外墙线条脱落,所以说还是默认的“内墙/外墙”最合适。
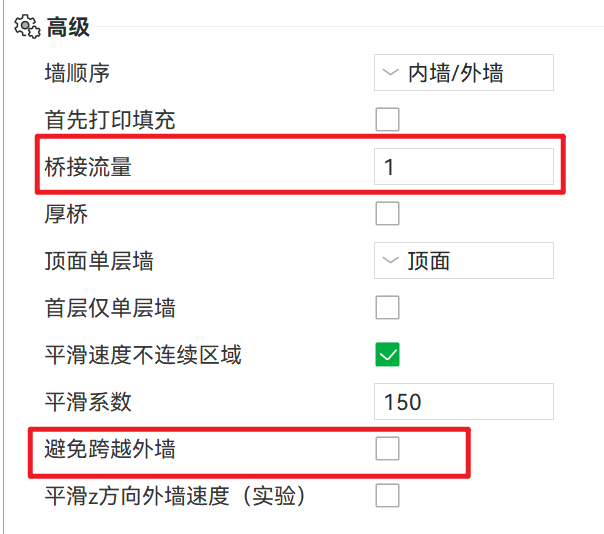
再下面的设置中,如果模型中有桥接,可以将桥接流量提高到1.5~2之间。此外下面避免跨越外墙,若耗材受潮容易拉丝,也可以打开该选项。
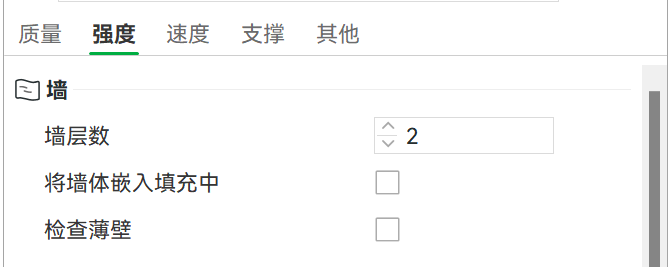
强度
首先,最上面这里没什么可调的,如果你想让模型更结实一点,可以把墙层数提高一点。
下面这两个选项没什么用,至少目前没什么用。
在下面这里顶部和底部,这里其实也没什么可调的,如果你的模型需要装水,你可以把底层厚度调高一点。如果你的模型有比较大的平整的顶面,那你可以挑选一个好看一点的顶面图

下面这里填充密度,这算是一个小要点。
其实拓竹推荐的15%蛮高的了,你会发现15%非常结实了,我打大部分不需要受力的模型会直接降到8%。。。
填充图案特殊,到现在默认的还是网格,但网格其实不是很好的图案,一般推荐螺旋体,打印速度又快强度又高。
螺旋体、蜂窝、3D蜂窝、三角形这几个都是比较推荐的填充图案,它们会影响到模型的强度。
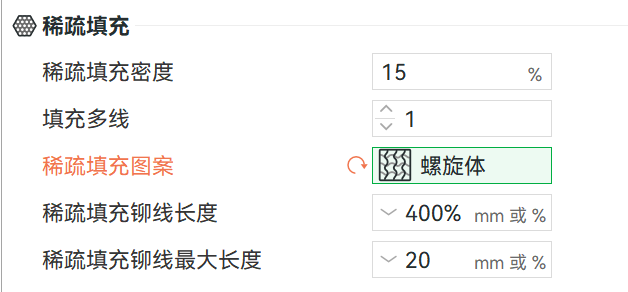
最下面这里合并填充的功能我觉得还是蛮实用的,可以比较有效的减少时间。我不知道为什么拓竹不默认打开。
其他这几个参数就是非常微调的参数了,一般来说是用不到的。

速度
速度参数很多教程教你这样改那样改,但是我实践下来发现一般来说是不用改,至少现在拓竹默认的参数是不用改的。
其中外墙速度,如果你降低到比较小的速度,可以提高外墙的质量,但是效果嘛很微妙,而且说实在的会增加翻车的几率。
其他的那些速度都在里面看不到的位置,那就更不重要了。

悬垂降速之前很多教程推荐打开,现在是默认就打开了。
结果又有好多人吐槽这个悬垂降速会降低打印质量,怎么着都不满意了。。
下边那几个速度不用管,尤其是桥接速度,有些教程会教你改,别改。
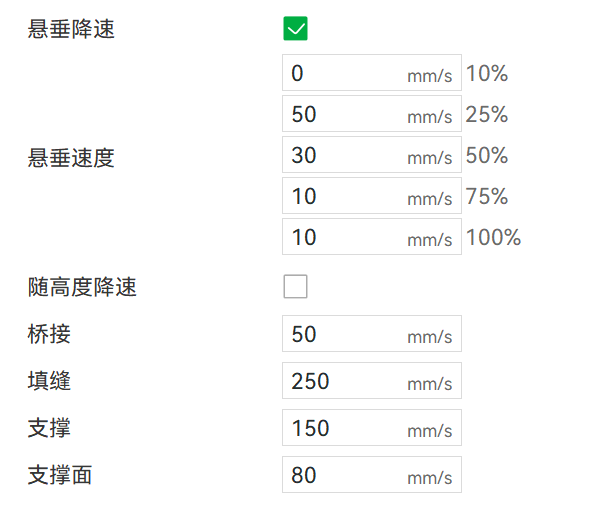
这几个速度不用管它们

支撑
支撑一般你默认把它点开就行了,类型就选择树状自动。
除非是那种非常大的平面悬垂才适用于普通支撑。
下面的仅在打印板生成,也建议打开。

下面的高级设置中,我建议把支撑的外墙数改到2,因为一层墙太容易断了,然后顶部距离改到0.3,这样可以让支撑更好拆除。
需要注意的是,这项设置仅适用于单料支撑。

如果你想要使用异料支撑,也就是用PETG和PLA互相支撑。
那么需要打开这个支撑界面,选择和你用的主体不同的耗材类型。

异料支撑这里选择完之后,其他需要设置的地方系统会给你默认设置好,这里选的是,然后我们就不需要再手动修改其他地方了。
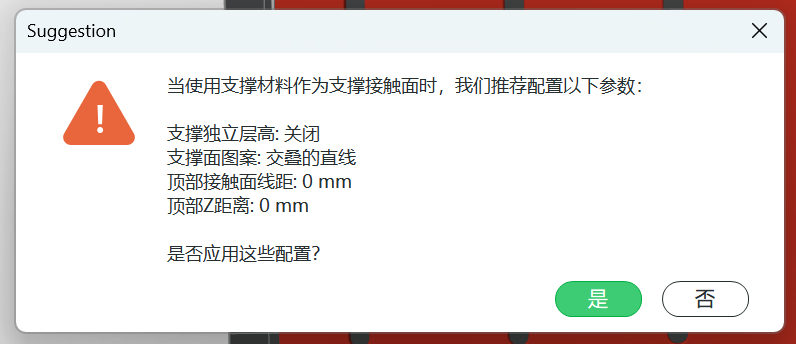
也不对,冲刷体积不会默认提高,需要手动增加一下。
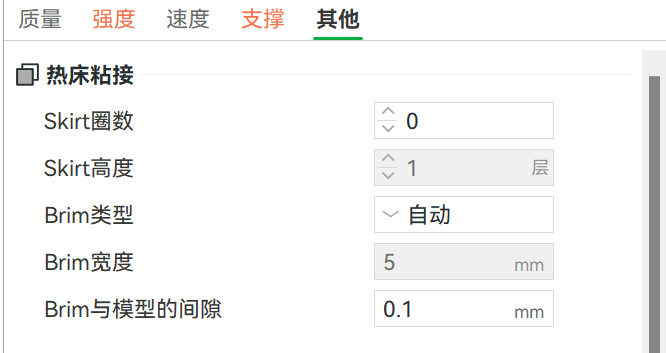
其他
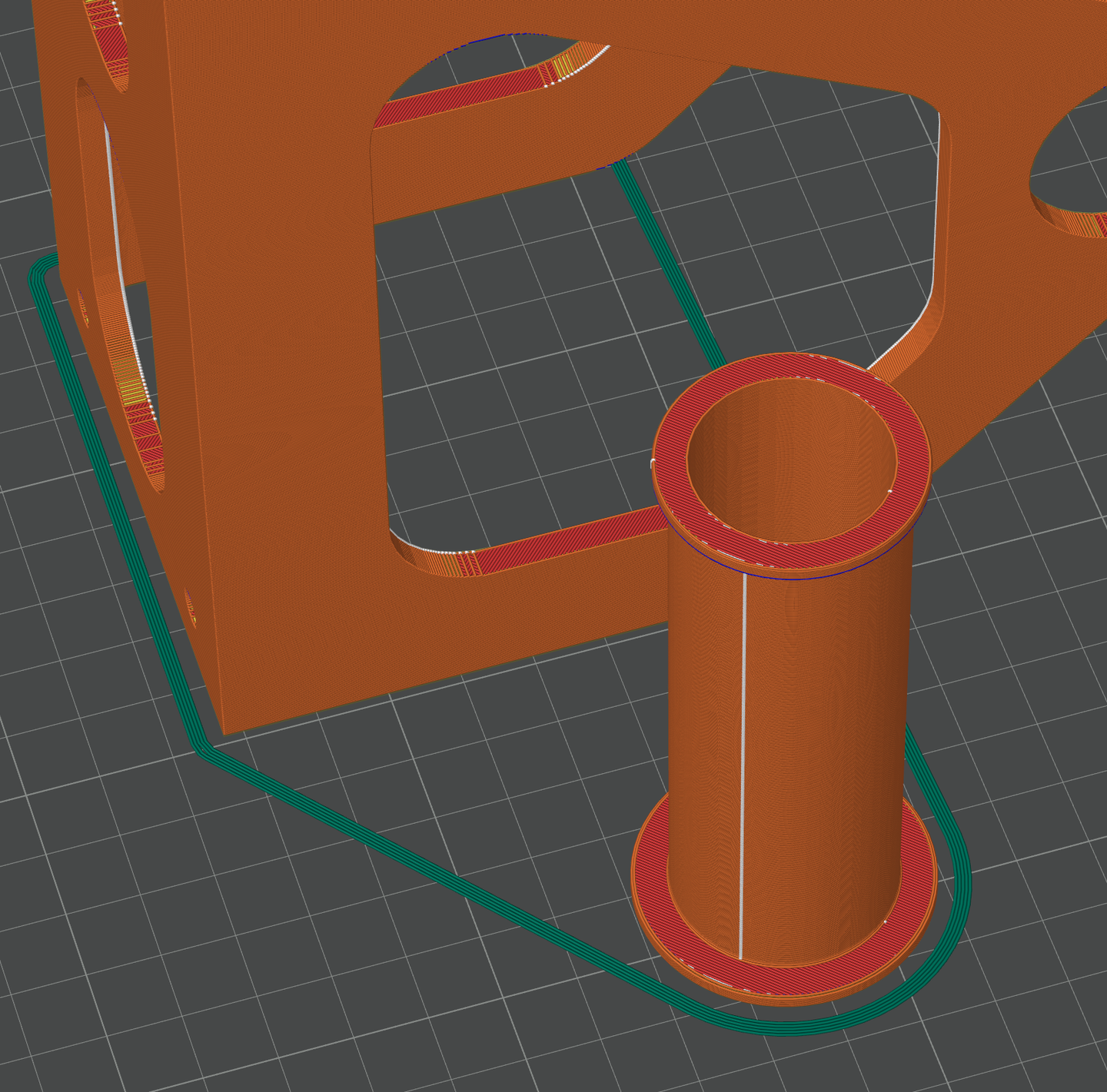
这里有一个比较重要的要点,建议大家打开这个Skirt的功能,开启后机器会在打印模型前先在不挨着模型的周围画圈,就相当于多挤出一些旧料。
这对于我们经常换颜色甚至PLA和PETG经常换着用的玩家来说还是比较重要的。
这个圈数一般选择,3-5圈就可以了,我设置的默认五圈,反正也花不了多少料。

这个功能打开以后效果是这样的,注意这和下面的Bram是不一样的,它是不挨着模型的。
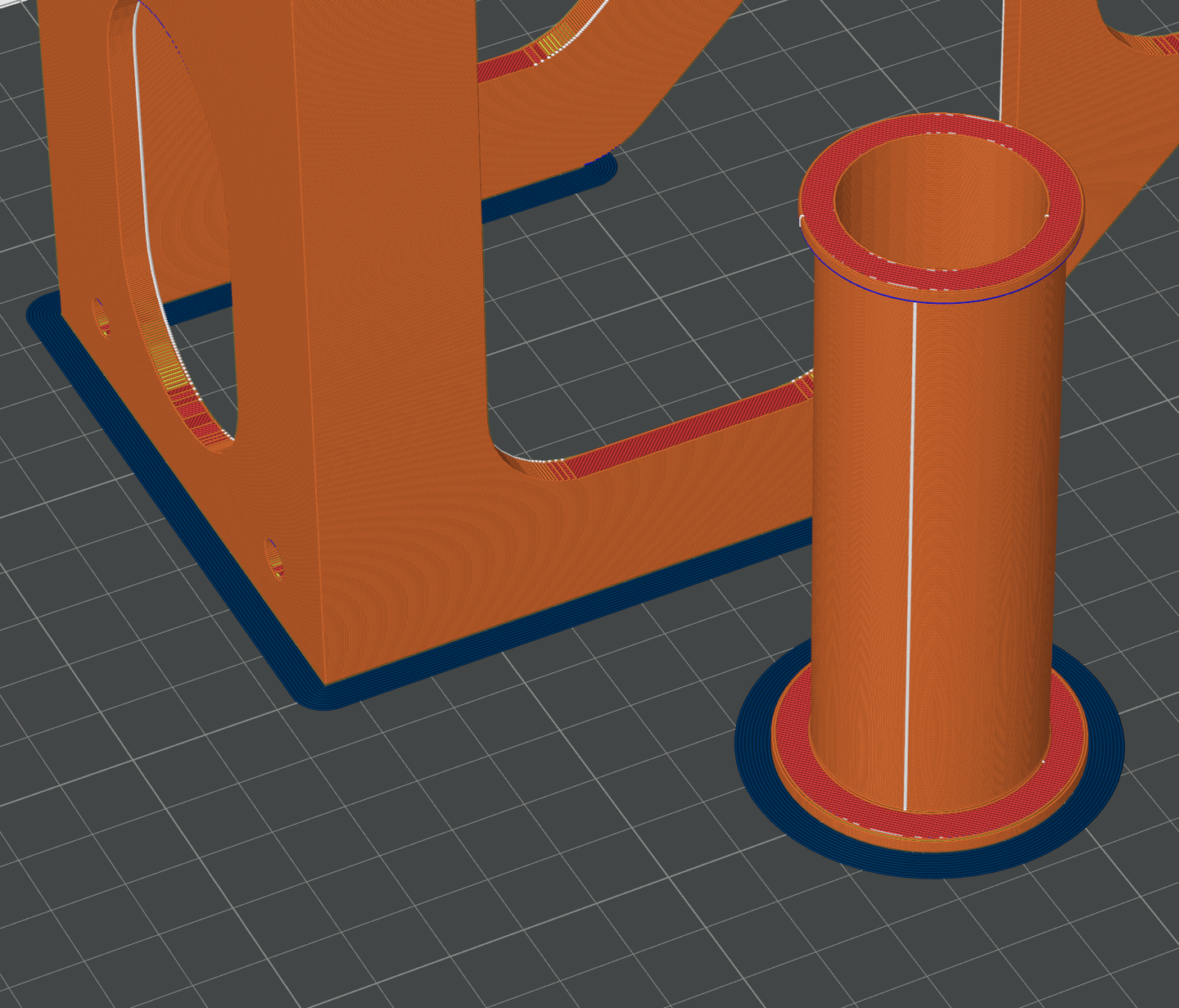
而Bram的作用看起来也是在模型周围画圈,但是它是微微贴着模型的,可以给模型提供一点点抓地力辅助。
如果你打一些比较细长的模型,就需要在这里打开,把类型那里的自动改成绘制即可。
Bram是这样的,蓝色的这一圈就是,可以看到它和Skirt是不同的。建议Skirt默认打开,而Bram在有细长高的模型的时候再打开。
下面擦料塔不用管,那个无关紧要。。。
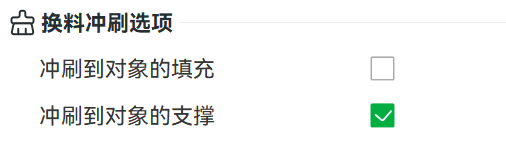
这个冲刷选项可以把冲刷到对象的支撑打开,而那个冲刷到对象的填充确实不太建议开,有可能会造成透色、偏色。
下面的那几个设置也很少用到,这里就不讲了。
四、盘参数设置--逐件打印
有一个新人刚接触的时候容易忽略的功能点,那就是逐件打印。
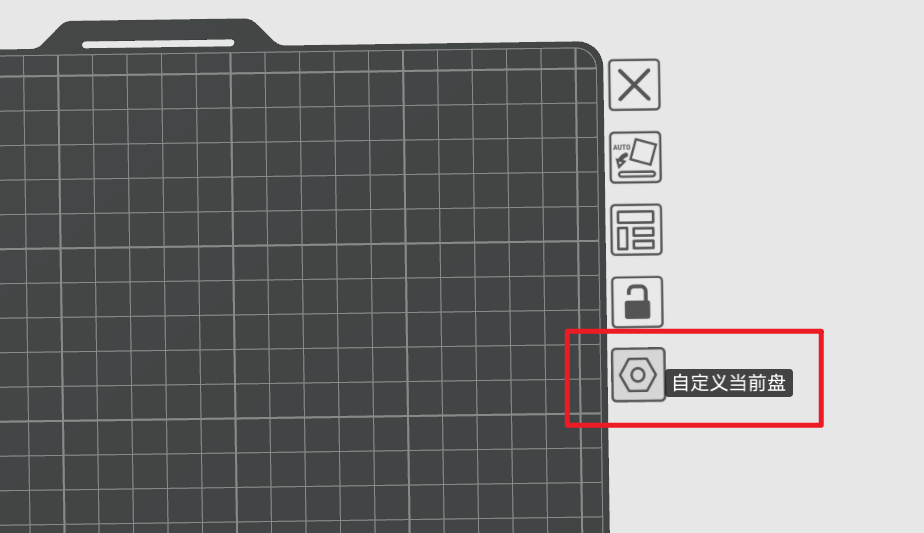
我们在打印盘右边的设置这里点击一下
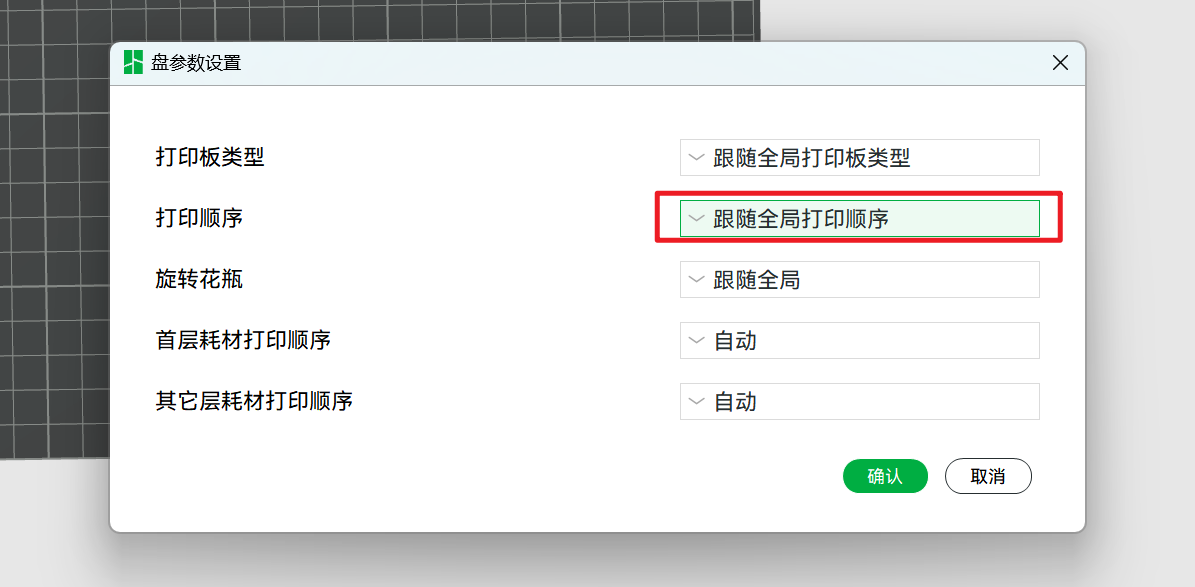
在打印顺序这里,就可以选择是逐层打印还是逐件打印。当然其实也可以在左边其他设置里直接全局修改,但是我个人建议按盘修改,这样用起来是更方便的。
那什么叫逐件打印呢。
我们正常打印的时候,打印件是逐层打印的,就是不管你的盘子上放了几个模型,都是所有模型一起一层一层向上堆叠的。
但是有时候我们想打两个不同颜色的模型,如果是单头机器打印,逐层打印时每一层都需要更换耗材颜色,这样非常浪费。
我们可以开启逐件打印,让它先打完其中一个颜色,然后换耗材去打另一个颜色,这样只需要中间换一次耗材就行了。
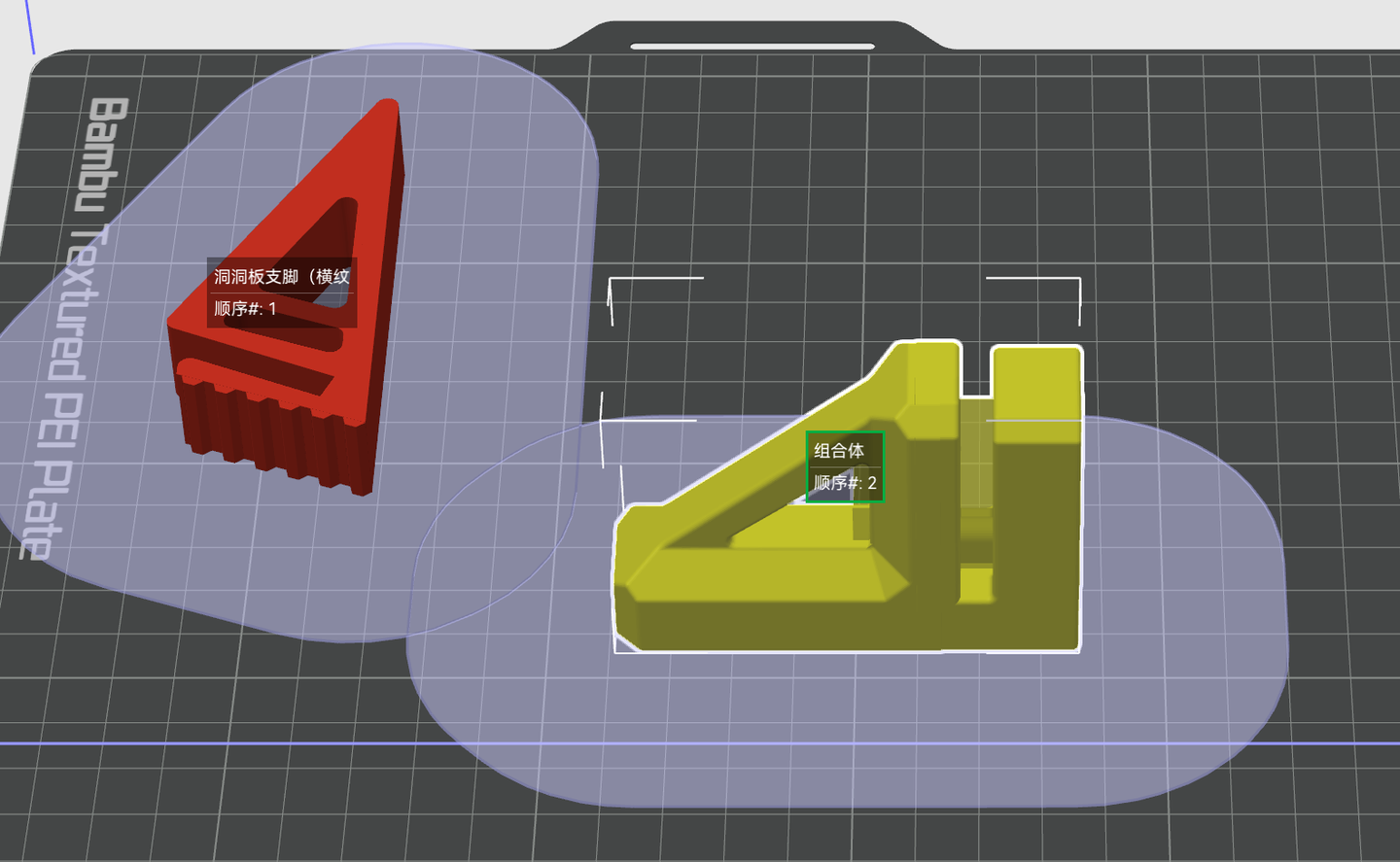
但是我们也知道那个打印头非常大。如果说先打完一个模型,再去打另一个模型的时候,它就容易碰到那个已经打好的模型,所以说两个模型之间就需要拉开距离。
我们选择逐渐打印之后,一个模型周围就会出现一个范围,两个模型之间的范围不能重叠,必须要拉开距离才能保证在打另一个模型时不会触碰到它。
当然这个范围超出边界是可以的,所以可以尽量把模型往边上靠,那中间腾出更多的空间。
如果是同色的模型,可以把它们组合在一起当做一个模型来打印,那就不会出现范围冲突了。
最后就是高度也有限制,所以逐件打印时整个盘上不能出现超高的模型。总而言之,限制虽然很多,但是偶尔用上的时候确实很省时间。
五、工具栏

工具栏很多东西有点吃操作,这里简单讲两个,就先不多讲了。
添加新盘是一个很实用的功能,如果你的模型有很多零件或者很多版本,不用一个一个分开为不同的模型,可以直接通过添加新盘把它们放在一起。

如果你打一下些比较细致的模型,可以点一下这个可变层高。
先点一下自适应,然后点一下平滑模式就行了,可以让分层更细致一点,不过实际区别也不大,半心理安慰。。

然后这个旋转,当你点中这个小双向箭头的时候,就可以精准的选择45度和90度的旋转角度,这个很方便。
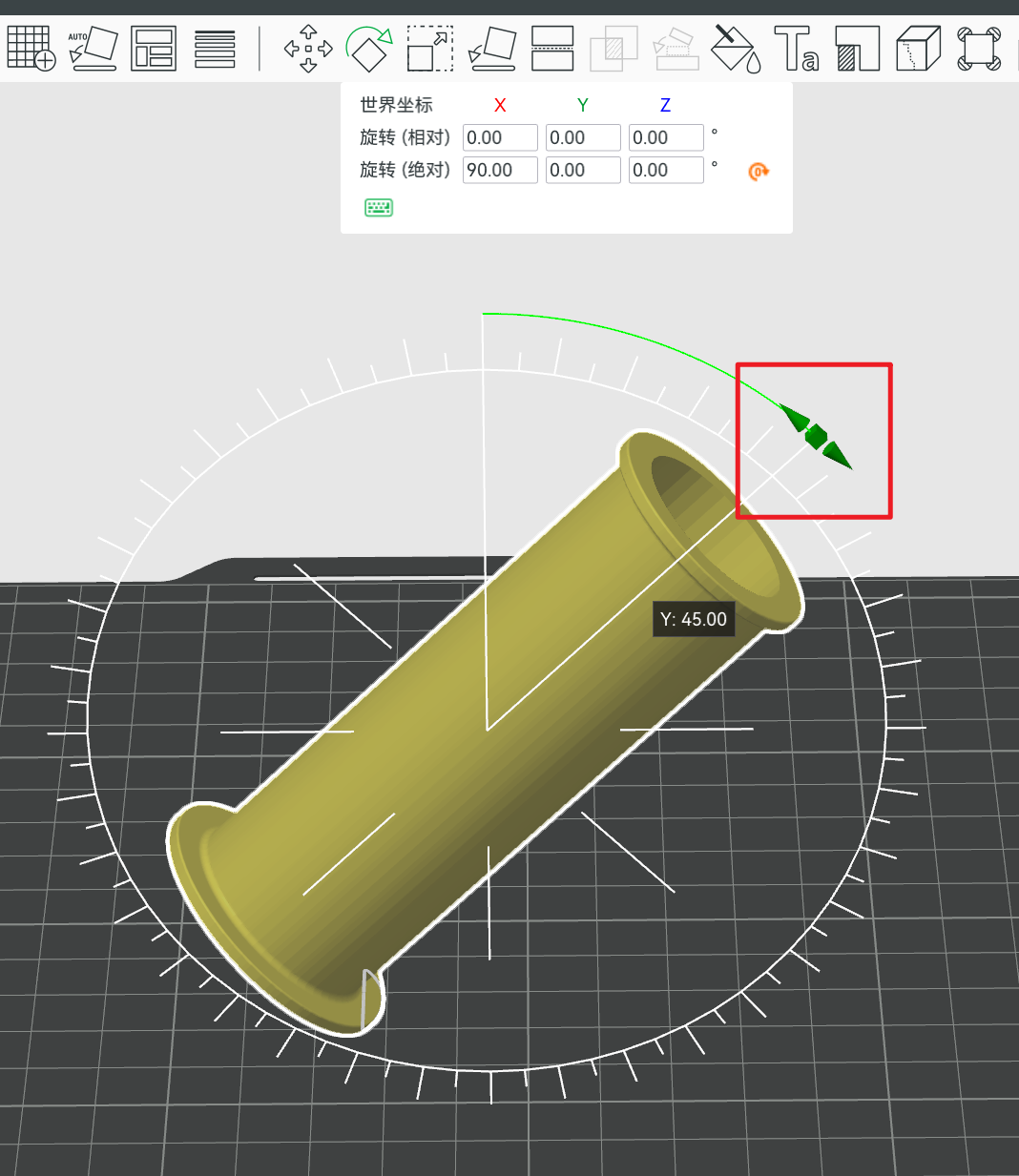
后面几个工具感觉都比较直观,有的又太复杂,就先不说了。
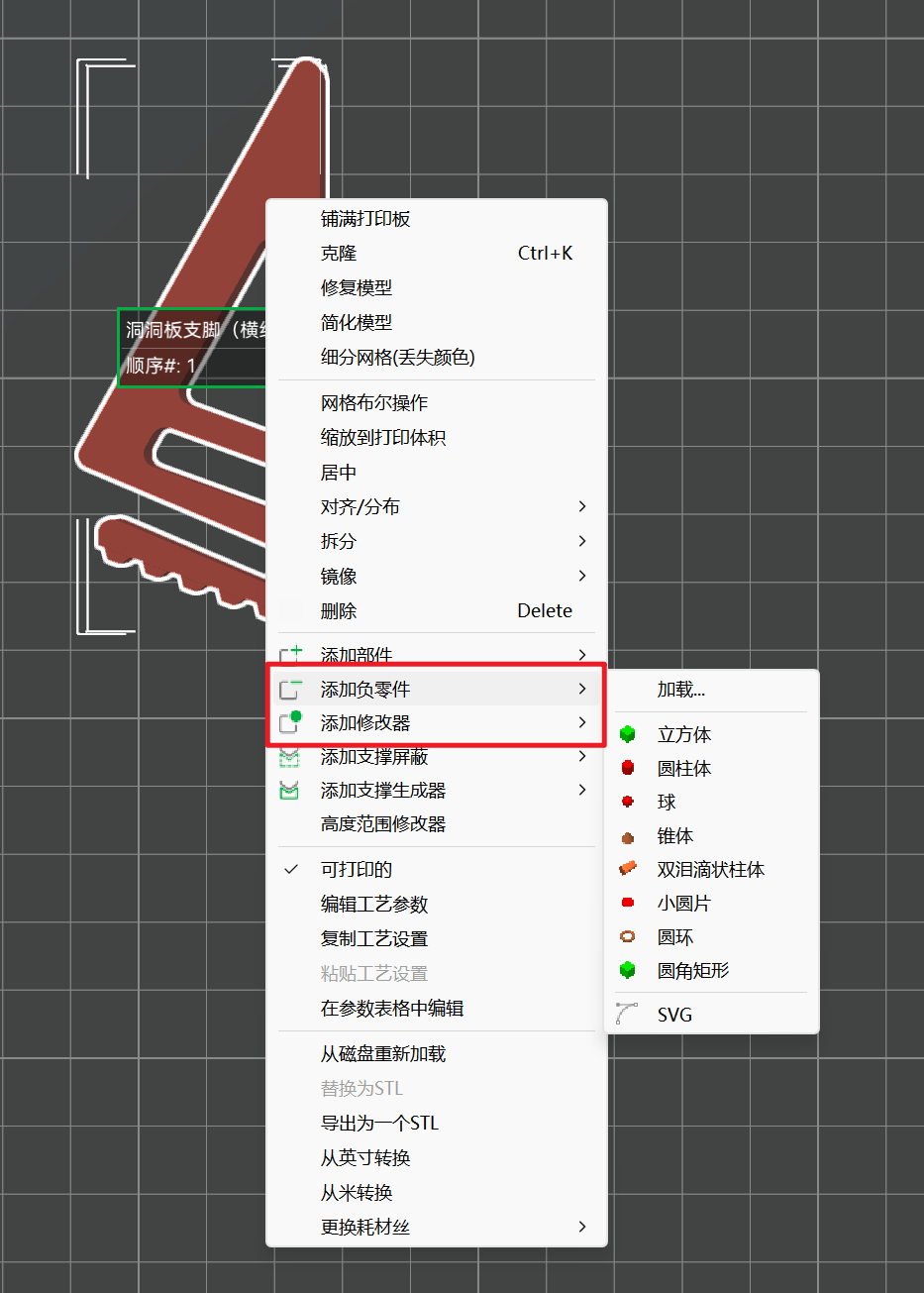
六、负零件和修改器
这两个还是比较经常用到的,我们在模型上右键就可以选择这两个配置。
负零件简单来说就是切割,你可以选择一个形状覆盖在模型上,就相当于把这一块切出来了。
修改器一般用来局部提高强度,你可以把一个形状覆盖在模型上,然后修改这个形状的填充密度,就可以局部的提高强度。
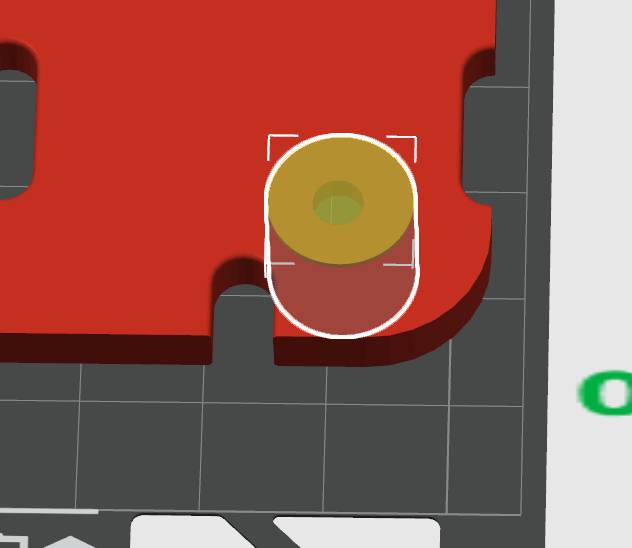
比如说我的洞洞板在螺丝孔的位置添加了一个圆柱形的修改器,就可以局部的提高这里的填充强度。
切片完以后可以看到这里的填充要密集很多。
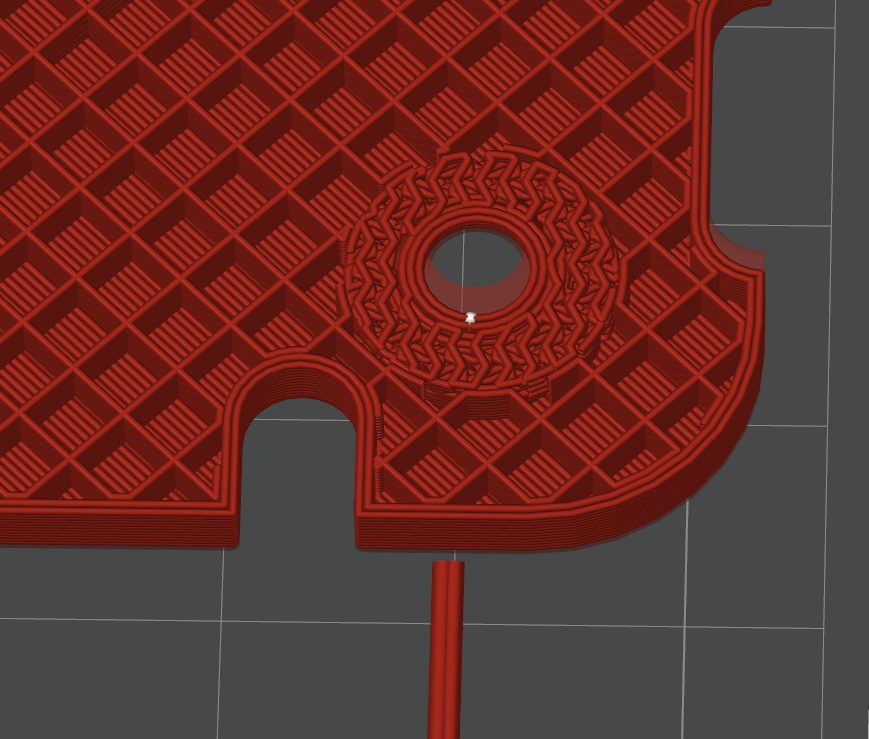
这两个功能还是蛮实用的。
以上,还有啥漏的再慢慢补充吧,有什么想问的也可以在评论区一起讨论