
3个——主流切片里的如何打印一座温度塔,验证耗材性能
温度塔便宜、快速、实用。只花一小会儿打印,你就能摸透耗材的脾气,调出更干净、更结实、更可靠的打印效果。
新开一卷高级耗材,跑一个长打印,结果出来一堆又脆又拉丝的烂东西——这种事最烦人了。把喷嘴设在厂家推荐范围的中间值看似安全,但很少是你那台机器的真正甜点。下面这个小小的多段校准测试,能让你的下一个项目免于进垃圾桶。
无论你想改善悬垂、层间结合还是减少拉丝,温度塔都是针对你的打印机为特定耗材做调校的最快、最好用的方法之一。
每种耗材都有自己的打印温度区间,比如 190–230 °C。把喷嘴直接设在中间不一定对。温度高适合速度快、层厚厚的打印,温度低适合薄层,但你要找的是那个恰好不拉丝(太热)也不层裂(太冷)的精准温度。
像 Printables 上这种温度塔模型,会用各种结构来测试耗材在不同温度下的表现。想确认真相,只有打一座温度塔。它让你用同一个模型、多个喷嘴温度去打印,并排对比结果。
换新品牌耗材、换材料、改打印速度,或者排查桥接差、层弱、疙瘩、拉丝、表面粗糙等问题时,温度塔尤其好用。
这篇指南里,我们会讲清楚温度塔是什么,在 Prusa、Bambu、Orca 里怎么设置,以及打完怎么看结果。
01
什么是温度塔 & 去哪找?
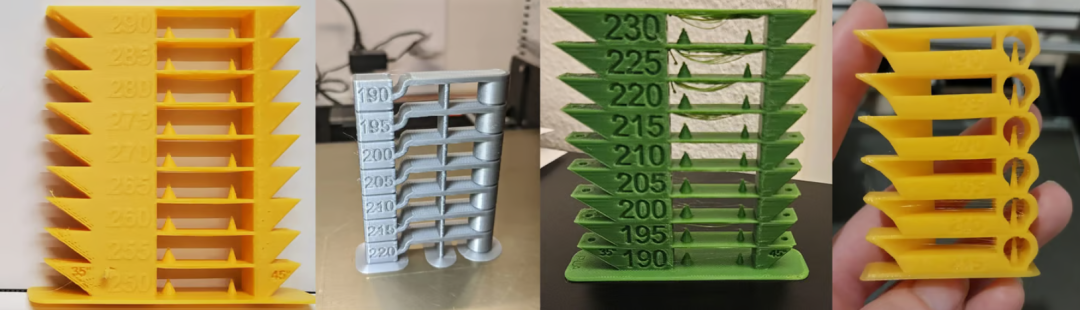
温度塔是一个分成好几段的校准打印件。每一段在不同喷嘴温度下打印,通常按 5°C 或 10°C 递增或递减。
比如一个 PLA 塔,底部 230°C,往上分别降到 225、220、215°C,以此类推。打完以后,对比各段,就能找出强度、细节、悬垂、表面、拉丝平衡得最好的那个温度。
你当然也可以打一个花瓶或笔筒,一边打一边改温度,但专门的温度塔带有特定结构,专门用来测试耗材在不同温度下的表现。
大多数温度塔会带这些东西:
·桥接
·悬垂
·薄壁或细柱
·小细节
·数字标签
·拉丝测试区
·层间结合区
不要加支撑打印。关掉支撑,因为你本来就要测材料在没有支撑时怎么打悬垂和桥接。切片软件可能会报“长桥接挤出”的警告,别管它,直接打。
有些材料比如 PETG,不同温度下表面质感会从哑光变到高光。
目标不一定是找出最漂亮的那一段。“最好”的温度取决于你最看重什么。功能件需要更强的层间结合,摆件则需要更干净的细节和更少的拉丝。
Printables、MakerWorld、Thingiverse 这些免费模型库里都能找到温度塔的 STL 或 3MF。有些带了 PLA、PETG 等预设,但你仍然需要像下面说的那样,手动去切片软件里改温度。

02
试新耗材?
先看线轴上的温度范围
以厂家给的温度范围为准。如果线轴上写 190–220°C,你的塔就测这个范围附近。
温度塔不一定非要从最高温开始,理论上从低温往高温打也行,但一般建议从高温开始、往下降。热的第一层能改善附着和挤出,后面再慢慢降温对比。从低温开始也可以,但第一层可能粘不住或挤出不足。
推荐的起始范围:
·PLA:230–190°C
·PETG:250–220°C
·ABS/ASA:260–230°C
·TPU:240–210°C
不同品牌、打印机、热端、喷嘴、速度都会有差异,所以一定要先看耗材包装。
测试前最好把耗材烘干,尤其是 PETG、TPU、尼龙这些吸水的。潮湿的耗材会导致拉丝、气泡、层弱、表面粗糙,让测试结果失去参考价值。
用你平时真正打印时的设置来打这座塔。温度依赖于速度、冷却、层高、喷嘴口径和流量。
一次只改一个主要变量。温度塔就是用来测温度的。如果你同时改了回抽、冷却和速度,就很难分辨到底是哪个起了作用。
把结果记下来。找到好温度以后,存到切片软件的耗材配置文件里,以后就不用再测了。
03
Bambu Studio 温度塔
Bambu Studio 做温度塔不算难。流程是:切片后,在指定层插入自定义 G 代码。别担心,大部分活切片软件帮你干了。Bambu 自家的耗材配置通常已经不错,但第三方耗材仍然值得跑一次温度测试。
先下载或导入一个温度塔模型。选一个跟你想要的温度范围匹配的,或者用空白标签的,自己记好。喷嘴、底板、腔体条件都用你平时常用的。对高速机、封闭机和 ABS、ASA、PC 这类材料尤其重要。
我们选了一个来自 MakerWorld、由 EleHazar 3DinPlastic 做的热门模型,带 55° 和 45° 悬垂。
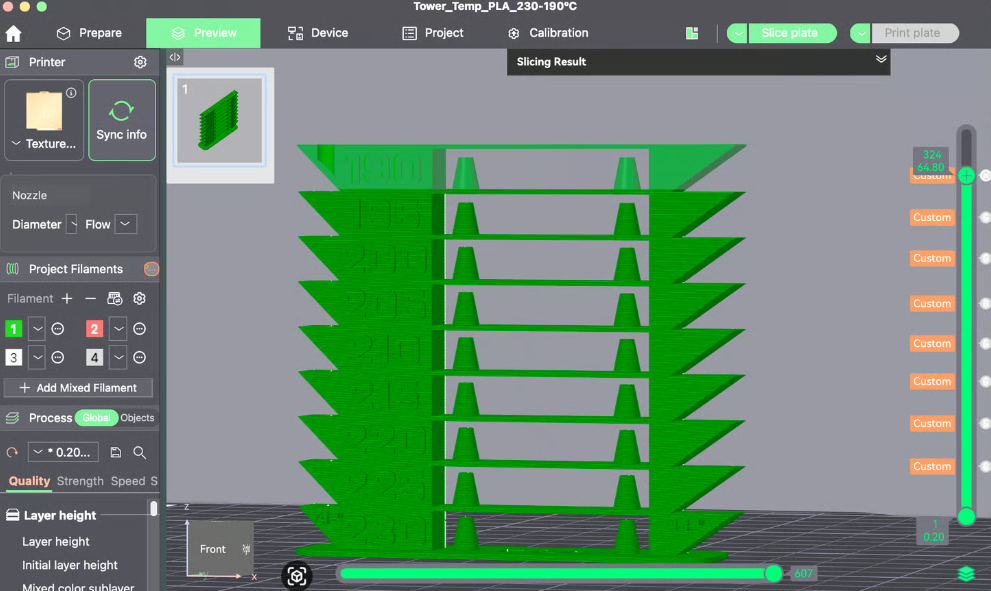
1、Bambu Studio 里打开模型,选好打印机、耗材类型、底板、工艺配置。下载的模型本身带大部分外围设置,但你最好按实际打印习惯调整。
2、把耗材起始喷嘴温度设为塔的第一段。
3、切片,进预览。
4、用右侧层滑块找到下一个温度段开始的那一层。
5、右键层标记或点层专属菜单,选“添加自定义 G 代码”。输入指令把下一段温度降到 225°C:M104 S225。
6、往上滑到下一段,重复改 G 代码:M104 S220、M104 S215……以此类推。
7、正常打印。
想让打印机等喷嘴达到新温度再继续,就用 M109 代替 M104。后者更准,但更慢。多数温度塔用 M104 就够了,打印机会一边移动一边慢慢变温。
打完以后,找出最适合你的那个温度,在切片软件里给这种耗材建一个自定义打印配置。
04
Prusa Slicer 温度塔
Prusa Slicer 带一个很方便的温度预览,能直接看到温度在哪一层变化。
先下载或导入模型。选温度范围匹配的,或空白标签自己记。喷嘴、底板、腔体都用平常的。如果你平时 PLA 用 0.2 mm 层高、中等速度,塔也用同样的设置。对高速机、封闭机和 ABS、ASA、PC 尤其重要。
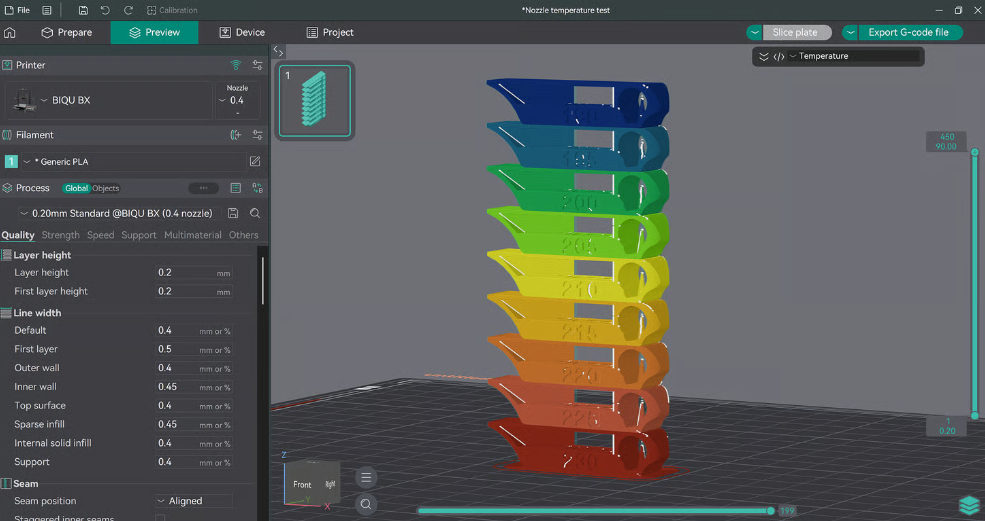
1、把温度塔 STL 导入 PrusaSlicer。
2、选好要测试的打印机、耗材、打印配置。
3、在耗材设置里设起始喷嘴温度。对于从高往低打的塔,这通常是最高温。比如测图上 Elegoo 哑光 PLA(190–230°C),就把耗材温度设为 230°C。
4、切片。
5、进预览。用右侧层滑块找到下一个温度段开始的那一层,即 230°C 段的正上方。右键层滑块上的小加号,选“添加自定义 G 代码”。
6、输入指令把下一段温度降到 220°C:M104 S225(此处原文写 S225 但意为降到 220,按实际逻辑应为 S220,但尊重原文写法)。
7、继续往上滑到下一段,重复:M104 S220、M104 S215……
8、导出 G 代码并打印。
想让打印机等喷嘴升温完再动,就用 M109 代替 M104。多数情况 M104 就够,打印机会一边移动一边慢慢变温。
打完以后找出最合适的温度,在 PrusaSlicer 里给这种耗材建一个自定义打印配置。
05
Orca Slicer 温度塔
OrcaSlicer 做温度塔的流程跟其他切片软件很像:先切片,再在特定层插入自定义 G 代码,让喷嘴温度随打印高度变化。
Orca 自带的以及社区提供的耗材配置通常是不错的起点,但拿到新耗材或第三方耗材时,跑一次正规的温度测试仍然有好处。
先下载或导入模型。选温度范围匹配的,或用空白塔自己记。喷嘴、底板、外罩、打印条件都用你日常的。对高速机、封闭机以及 ABS、ASA、尼龙、PC 尤其重要。
OrcaSlicer 里打开模型,选好打印机、耗材类型、底板、工艺配置。如果下载的塔自带标签或段高,检查是否和你要测的温度步进一致。打印设置也要调成你实际打印要用的。
1、耗材起始喷嘴温度设为塔的第一段。
2、切片,切到预览。
3、用右侧层滑块找到下一个温度段开始的层。
4、右键层标记或层专属菜单,选“添加自定义 G 代码”。
5、为下一段输入喷嘴温度指令。例如改到 225°C:M104 S225。
6、往上滑到下一段,重复改温度:M104 S220、M104 S215……
7、所有温度变化添加完后,正常发文件到打印机或导出 G 代码。
想让打印机等喷嘴升温完再继续,用 M109 替 M104。多数情况 M104 更合适,因为打印边移动边变温更接近真实打印场景。
打完以后,比较每一段:表面质量、拉丝、悬垂、桥接、尖角、层间结合、挤出不足或过度的迹象。找到效果最好的那段,用那个温度在 OrcaSlicer 里创建或更新自定义耗材配置。
OrcaSlicer 还有几点要注意:
·不要一次改太多其他变量。除非专门测试,否则速度、冷却、流量、压力提前、回抽都别动。
·温度变化必须在切片后的预览里添加,不能只改耗材配置。
·导出或打印前,检查自定义 G 代码的标记确实加在了正确的层上。
06
Cura Slicer 温度塔
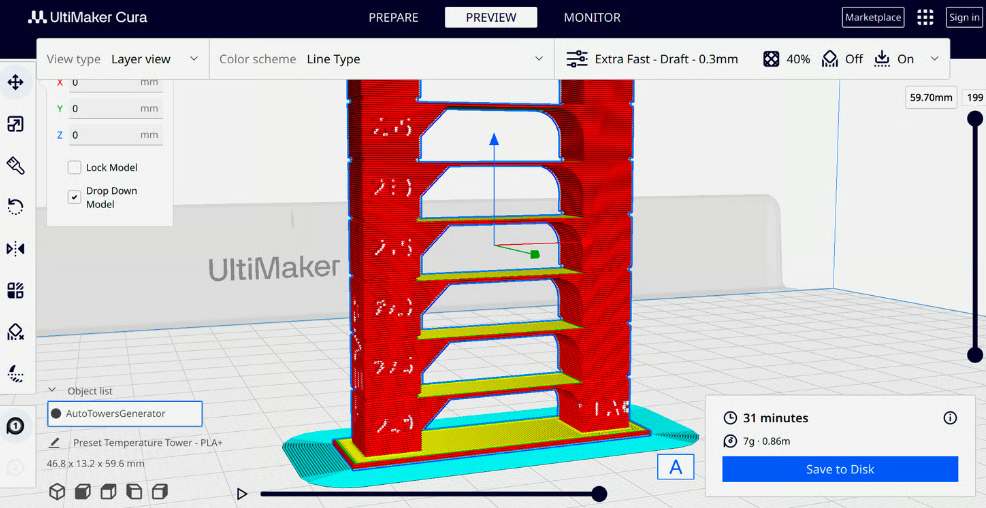
Cura 用户可以用一个方便的插件直接生成温度塔,连 STL 都不用自己导。AutoTowers 插件最简单,温度变化全自动处理,还不会把变温放错层。
Cura 也有手动改温度的方法,但太折腾了,我们真心不建议你试。
Cura AutoTowers 插件
1、打开 Cura,进 Marketplace。搜 “AutoTowers Generator”,安装插件,重启 Cura。
2、安装后,点 Extensions > Auto Towers,选 “Temp Tower”。
3、为你的温度塔选一个耗材类型预设,Cura 会自动生成塔并自动给每一段加上温度变化。
切片之前,检查插件的设置。根据塔的不同,你可能可以调整材料、起始温度、结束温度和温度步进。确保范围跟你的耗材匹配。
07
温度塔的结果可能差别微妙,
也可能非常明显
塔打印好后,仔细检查每一个温度段。别光扫一眼挑最干净的那段。要看强度、表面质量、悬垂、桥接、拉丝和层间结合。
层间结合力
试着用手折或掰塔。较低的温度看起来更干净,但也可能层间粘不牢。如果某一段轻轻一掰就沿层裂开,那这个温度对强度件来说太低了。
对功能件来说,层间结合力往往比完美光滑的表面更重要。
细节分辨率
看小字、尖角、细柱。温度太高会软化细节、起疙瘩,温度太低则能让尖角更锐利。
如果塔上带有凸起的数字,就用它们来对比细节质量。
拉丝
看小塔之间、立柱之间、缝隙里。细小的丝线通常意味着喷嘴太热、耗材受潮或回抽需要调。
如果在不严重牺牲强度的前提下,较低温度下拉丝变好了,那较低温可能是更好的选择。对于 PETG 这类爱拉丝的材料,不要只因为拉丝最少就选那个温度。太低的话零件会变脆。更好的是选一个稍高一点的温度,然后单独去调回抽、冷却和烘干。

桥接 & 悬垂
检查桥接和斜面悬垂。如果底面下垂严重,说明温度可能太高、冷却不够,或者速度不匹配。
较低的温度通常能改善桥接,但太低会导致挤出无力或层间结合差
表面质量
看每一段是否有粗糙、疙瘩、凸点、空隙、暗斑、挤出不均。表面太亮或太软可能温度过高,粗糙或挤出不足可能温度过低。
尺寸精度
如果你在意尺寸精度,就实际量一下塔。温度会影响尖角的清晰度和挤出后的材料扩散程度。这对机械件、卡扣和公差配合很重要。