
10款——靠谱的3D打印柔性线材及打印技巧
柔性线材的打印体验常常令人沮丧。如果使用了品质不佳的材料,情况只会更糟。尤其在你刚开始接触柔性耗材时,从值得信赖的品牌中选择几款靠谱的料盘至关重要。这样,你才能专注于调试打印参数、探索这些材料的潜能,而不是与堵头、拉丝或挤出不均等问题作斗争。
好消息是,如今市场上涌现出越来越多易于打印的柔性线材,它们能够制造出兼具弯折性、弹性、耐用性或软触感的零件。我们将重点推荐那些品质、稳定性和品牌信誉更为出色的产品,而非单纯追求最低价格——尽管市面上经济实惠的柔性线材选择也十分丰富。
柔性线材家族以其出色的弹性和韧性而著称,同时还兼具强度、耐磨性、抗冲击性和舒适的触感。典型应用包括:
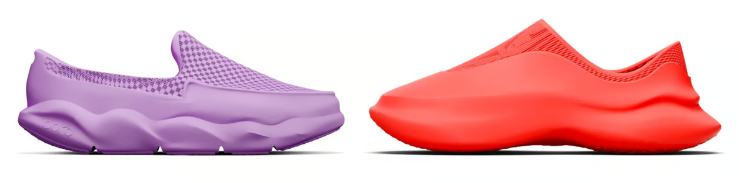
·鞋类
·宠物玩具
·矫形器、假肢、鞋垫及把手
·运动装备与护垫
·RC遥控车轮胎
·表带
关于柔性材料的重要提醒
在着手你的柔性打印项目之前,请注意:这类线材并非适用于所有类型的FDM打印机。此外,在可使用的喷嘴尺寸与类型、打印平台以及其他硬件兼容性方面也存在诸多限制,这些问题必须优先解决。
柔性3D打印线材通常被非正式地统称为“TPU”,但实际上,TPU只是庞大柔性材料家族中的一员。最佳材料的选择取决于你对零件柔软度、弹性、耐用性、打印易用性及具体应用场景的要求。不过,在(消费级)柔性3D打印领域,95%的情况还是会用到某种类型的TPU。
事实上,对大多数用户而言,从TPU 95A入手是最佳选择。它的柔韧性足以满足多种实用零件的需求,同时又具备足够的硬度,能够在广泛的桌面级3D打印机上可靠打印。当你需要更接近橡胶的手感时,可以选择更软的TPU或TPE;注重户外耐候性或耐化学腐蚀性时,选TPC;追求高性能、轻量化的柔性零件,选PEBA;而当你只需要一点弯折性且希望获得最简单的打印体验时,柔性PLA则是理想之选。

01
各材料特性概览

TPU(热塑性聚氨酯)
TPU是桌面级3D打印中最常见的柔性线材,在柔韧性、耐用性、耐磨性、耐化学腐蚀性和打印性之间取得了最佳平衡。市面上销售的适用于FDM打印机的柔性线材绝大多数都是TPU,尤其是流行的邵氏硬度95A系列。
最佳用途:通用柔性零件、初学者、功能性原型、耐磨损部件
典型硬度:约60A至98A,以95A最为常见
打印难度:简单至中等(取决于硬度)

TPE(热塑性弹性体)
TPE是类橡胶热塑性塑料的一大类,从技术上讲,TPU是TPE的一种。然而,在3D打印领域,“TPE”通常特指那些比普通TPU更软、更具弹性、质感更接近橡胶,且不一定以聚氨酯为基材的线材。
TPE具有极高的弹性和舒适的触感,适用于软质握把、可穿戴部件、密封件、弹性玩具以及需要比标准TPU更大拉伸幅度的零件。其代价是打印难度较高。非常软的TPE可能在挤出机中发生弯折,在较长的鲍登管中容易堵塞,或需要极慢的打印速度。强烈推荐使用近程挤出系统。
最佳用途:非常柔软的类橡胶零件、可穿戴设备、握把、密封件
典型硬度:通常比常见TPU更软,但范围浮动很大
打印难度:中等至困难

TPC(热塑性共聚酯)
TPC是一种柔性共聚酯工程材料,通常比标准TPU具有更好的耐温、耐化学品和抗紫外线性能。它不如TPU常见,但在需要兼顾柔韧性和长期耐受性的户外或工程应用中,可能是更好的选择。
与TPU相比,TPC手感可能更倾向于弹性而非橡胶感。它可用于汽车零部件、户外卡扣、柔性外壳、保护罩以及接触热源、阳光或化学品的组件。它仍然具有柔韧性,但选择它更多是出于对耐用性和耐受性的考量,而非追求极致弹性。
最佳用途:户外零件、工程应用、耐化学品、耐热
典型硬度:各不相同,但通常在半柔性至柔性范围
打印难度:中等
PEBA(聚醚嵌段酰胺)
PEBA是一种高性能柔性材料,以其轻质、高弹性和能量回馈特性而闻名。它应用于运动器材、鞋类、医疗零件及工业部件等要求严苛的领域。PEBA虽比TPU昂贵,但提供了柔韧性、低密度与回弹性的独特结合。
在3D打印领域,PEBA仍属于更专业的材料。与标准TPU相比,它可能需要更精细的调试、干燥处理和打印机设置。当零件需要兼具柔韧性、轻量化、抗疲劳和高弹性时,PEBA是个好选择。
最佳用途:鞋类、运动零件、轻量化柔性部件、高性能原型
典型硬度:通常为柔性至半柔性(视配方而定)
打印难度:中等至进阶

柔性PLA
柔性PLA不像TPU或TPE那样具有橡胶感,但它通常更容易打印。这类材料通常是基于PLA的混合物,旨在保留PLA熟悉的打印行为的同时,增加一定的弯折性和抗冲击性。
对于只需要一点柔韧性、韧性,或降低脆性,但无需真正橡胶质感的零件,柔性PLA是不错的选择。它非常适合装饰部件、Cosplay道具、低负荷铰链、卡扣式零件以及需要轻微弯曲而不开裂的模型。然而,它通常缺乏TPU的弹性、耐磨性和长期耐用性。
最佳用途:易于打印的半柔性部件、装饰模型、轻度柔性需求、PLA用户
典型硬度:通常为半柔性,而非柔软的橡胶感
打印难度:简单

硅胶与橡胶
如果你对硅胶打印感兴趣,请知道它可以用3D打印制造,但无法使用FDM 3D打印机。与受热后可塑形、冷却后固化的固体聚合物线材不同,硅胶一旦固化,就无法再次变得可塑。市面上有用于光聚合技术(SLA/DLP)和材料喷射技术的类硅胶树脂。
谈到柔性材料,你可能还会想到橡胶,但天然或合成橡胶都无法用于3D打印。然而,最接近的选择是TPU,它表现出的柔韧性、弹性、回弹性等特性与天然橡胶相似。在那些橡胶特性至关重要的应用中,TPU被广泛用于3D打印。
有些标称“柔性”的线材可能没有明确披露其确切成分。要了解其打印零件性能,你需要理解以下术语。
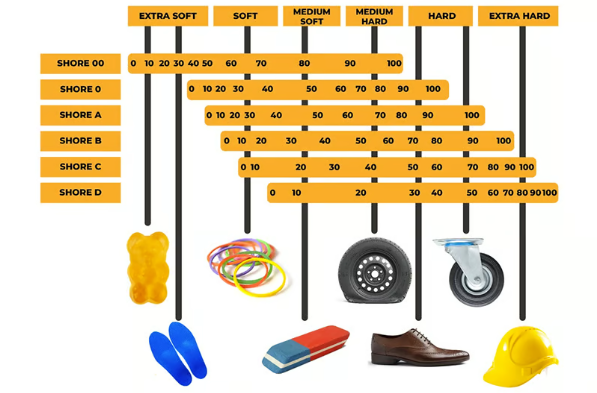
90A、85A:什么是邵氏硬度?
邵氏硬度是衡量柔性材料手感软硬程度的一种方法。对于3D打印线材,它告诉你在按压、弯折或挤压材料时的容易程度。
大多数柔性线材使用邵氏A标尺,该标尺用于类橡胶材料。数字越低,线材越软、越柔韧;数字越高,线材越硬、越容易打印。例如,85A的TPU柔软且具有橡胶感,而95A的TPU则更硬、更常见,也更易于使用。
你可能还会看到邵氏D标尺,它用于较硬的塑料和半刚性材料。作为通用原则,初学者应从95A TPU开始,因为它在柔韧性、耐用性和打印性之间提供了良好的平衡。
什么是断裂伸长率?
如果你的柔性线材没有提供邵氏硬度值,或者你需要更精确的参考,可以查看材料的“断裂伸长率”指标。这表示零件在断裂前可以拉伸多少。该值以百分比表示,数值越高,材料在拉伸时的抗变形能力就越好。柔性线材的平均断裂伸长率约为600%。相比之下,普通PLA的平均断裂伸长率约为8%。
02
并非所有打印机或换料系统
都能使用柔性材料
与PLA相比,柔性线材的行为有点像煮过的意大利面。如果驱动齿轮和热端之间的开放空间过大,线材在到达喷嘴之前就可能弯曲、折叠、扭曲或堵塞。这就是为什么它并非在所有FDM机器上都能打印的原因。
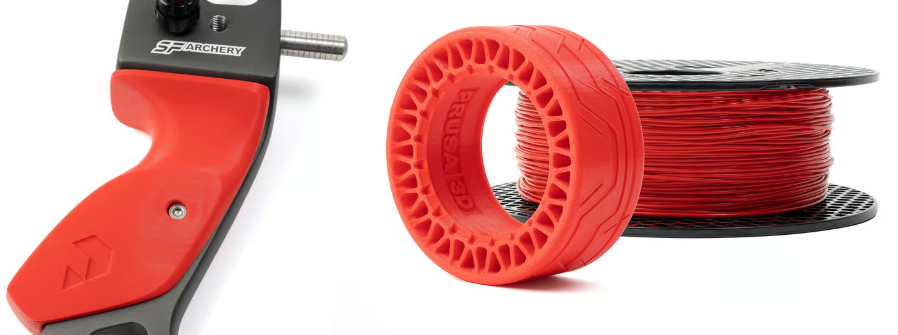
近程挤出机的驱动齿轮非常靠近热端。较短的送料路径使打印机对软材料有更好的控制能力,因此对于几乎所有TPU、TPE、TPC、PEBA以及非常软的柔性材料,近程挤出都是最安全的推荐。例如,大多数Bambu Lab、Prusa和新款Creality打印机都使用近程挤出机,这意味着挤出机安装在靠近热端的位置。这使得它们比传统的鲍登式打印机更适合打印TPU和其他柔性线材。然而,非常软的TPU仍然可能棘手,并且可能需要像下图所示针对Bambu Lab的这种特殊改装。
鲍登式挤出机(如Original Prusa Mini或较旧的Creality Ender 3型号)将线材通过一根长管推送到热端。这种设置可以与较硬的柔性线材(特别是95A或更高硬度的TPU)配合使用,但对于软材料,其可靠性会大大降低。
为什么柔性线材通常在自动换料系统中无法工作?
自动换料系统(如多料盘进料系统)主要为相对刚性的线材设计,如PLA、PETG、ABS和ASA。柔性线材则大不相同。TPU、TPE和其他柔性材料不会像坚硬的塑料棒那样穿过系统,而是会拉伸、压缩、弯折或在进料路径内部产生摩擦。
最大的问题是,大多数换料系统使用较长的送料路径。线材在到达挤出机前可能需要穿过管子、齿轮、缓冲器、传感器、集线器和耦合器。对于刚性线材,这通常没问题。但对于柔性线材,材料在路径内部可能会弯曲或堆积,尤其是在系统试图快速向前推送时。
柔性线材在自动装载和卸载过程中也会产生问题。换料系统通常需要夹紧线材、回抽、剪断、重新卷绕,并再次进料。TPU和TPE可能在张力下拉伸,在驱动齿轮中打滑,在被齿轮咬合处变形,或无法干净地回抽。这可能导致堵塞、换料失败、挤出不足或线材卡在换料系统内。
另一个问题是摩擦。柔性材料的表面通常比PLA或PETG更具阻力,因此它们更容易在特氟龙管和急弯处产生摩擦。即使是很小的额外阻力,也可能导致柔性线材送料不稳定。
出于这些原因,许多打印机制造商要么警告不要在自动换料系统中使用柔性线材,要么将兼容性限制在特定的较硬TPU等级(通常是95A或更硬)。软材料,如85A TPU、TPE和弹性极高的线材,通常最好通过标准料盘支架直接送入近程挤出机进行打印。
03
NinjaTek
NinjaTek提供四种TPU线材(NinjaFlex 85A, Cheetah 95A, Armadillo 75D, Chinchilla 75A, Eel 90A)和一种TPE(Edge 83A),具有不同的性能特性和丰富的颜色选择。
NinjaFlex的邵氏硬度为85A,使其非常柔韧且有弹性。该公司表示,其专有技术带来了低粘性、易于送料的质感,是近程挤出机的理想选择。该材料具有耐磨性和耐化学腐蚀性,打印零件效果一致。
Cheetah TPU旨在能够以更高的速度打印,因此得名。而NinjaTek Armadillo是一种非柔性的TPU,具有TPU极为坚韧和耐磨的特性,但以一种非常坚固、刚性的形式呈现,可作为PLA、ABS甚至尼龙线材的替代品。这种TPU用于打印高磨损零件,如齿轮、紧固件和保护壳。
Chinchilla线材是该系列中最软的,通过专有的TPE树脂混合物制成。使用Chinchilla,你可以为时尚、医疗和握把领域制造柔软、耐用的打印零件。Chinchilla已通过EpiDerm皮肤模型测试,证明对皮肤安全。
打印温度、热床温度、速度参数:
NinjaFlex:225-250°C / >50°C / 15-35 mm/s
NinjaFlex Edge:225-250°C / >50°C / 20-30 mm/s
Cheetah:225-250°C / >50°C / 50-80 mm/s
Armadillo:210-230°C / >40°C / 35-60 mm/s
Eel:220-230°C / >45°C / 45-60 mm/s
Chinchilla:225-235°C / >40°C / 15-35 mm/s
可用规格与直径:0.5 kg, 1 kg; 1.75 mm, 3 mm
颜色:午夜黑、雪白、蓝宝石蓝、火焰红、杏仁色及其他六种颜色。

04
Siraya Tech
Siraya Tech拥有广泛的柔性FDM线材产品线,涵盖标准TPU、发泡TPU、玻璃纤维增强TPU和PEBA弹性体。
最友好的入门选择是Siraya Tech Flex TPU 95A,这是一种较硬的TPU,该公司称其具有高流量、低翘曲、低气味的特点,并针对近程挤出机进行了优化。
对于半刚性柔性零件,Flex TPU 64D更接近坚韧的工程材料,而非软橡胶。Siraya将其定位用于需要耐磨性、强度和受控挠度的工装夹具、滚轮和机械零件。
工程线材Fibreheart TPU-GF是一种玻璃纤维增强的TPU复合材料。Siraya将其描述为一种“刚而弹”的材料,具有15%的玻璃纤维增强,用于减振和低翘曲。
Rebound PEBA线材是高性能选择。Rebound PEBA 85A是一种柔软、高回弹的PEBA,声称能量回馈率为62%,适用于体育用品、无人机、机器人、可穿戴设备、矫形器和缓冲件。Rebound PEBA 95A更硬,声称能量回馈率达78%,重量比TPU 95A轻15-20%,并具有强大的耐化学性。
Siraya还销售Rebound PEBA Air 70A–95A,这是一种发泡PEBA弹性体。与TPU Air一样,其硬度和密度可通过温度调节;Siraya表示它可以减轻高达50%的重量,面向高性能运动装备、可穿戴设备、无人机部件和功能性原型。
较新的专用于鞋类的选择包括Roamr TPU Air HR 80A 和 Roamr TPU Air HR 85A。
打印参数:表中详细列出了每种材料的喷嘴温度(200-270°C不等)、热床温度(20-100°C不等)和打印速度(30-120 mm/s不等)。
可用规格与直径:0.5 kg, 0.75 kg; 1.75 mm, 2.85 mm
颜色:黑色、白色、绿色、橙色等。

05
Fillamentum
Fillamentum是一家知名的线材制造商,其Flexfill TPU绝对值得一试。Flexfill TPU有两种邵氏硬度:92A和98A。92A系列非常柔软,而98A系列比本列表中的其他一些TPU线材稍硬,且更容易打印。
该公司的Flexfill TPE适用于食品接触以及与皮肤接触的应用。它也有两种不同的硬度:90A和96A邵氏硬度。Fillamentum的Flexfill PEBA 90A具有柔韧性,并展现出与其他TPE不同的热学、力学和化学特性。特别是,如果你的零件需要在零度以下仍保持柔韧性,它会是一个很好的选择。
打印参数:
Flexfill TPU:220-240°C / 50-60°C / 15-30 mm/s
Flexfill TPE:224-245°C / 50-60°C / 15-25 mm/s
Flexfill PEBA:225-245°C / 70-90°C / 20-40 mm/s
可用规格与直径:0.5 kg, 0.75 kg; 1.75 mm, 2.85 mm
颜色:原色、交通黑、信号红、信号黄、荧光绿及其他七种颜色。

06
Recreus Filaflex
Filaflex最初于2013年诞生,是最早面向3D打印机的弹性线材之一。此后,该公司推出了多个版本,包括一款100%源自回收材料的TPU,以及一款名为Conductive Filaflex的新型导电TPU。
Filaflex系列的线材具有出色的打印平台附着力,因此它们不需要加热床、蓝色胶带或任何粘合涂层。它们也完全无味,并能抵抗溶剂、丙酮和燃料。
Reciflex是一款100%源自回收材料的柔性TPU线材,回收来源既包括鞋类行业的废料,也包括Recreus自身的内部生产废料。其邵氏硬度在96A至98A之间浮动,这归因于其作为回收材料的来源差异,但在打印成品中几乎无法察觉。
2024年,Recreus与材料科学公司Balena合作,推出了一种名为Balena.Filaflex 3D打印线材的可分解柔性材料。尽管和PLA一样可生物降解,但这种新材料(目前已售罄)需要通过工业堆肥过程才能正确分解。
打印参数:
Filaflex 60A:215-225°C / 21°C / 20-30 mm/s
Filaflex 72A:215-235°C / >40°C / 20-40 mm/s
Filaflex 82A:215-250°C / – / 20-60 mm/s
Filaflex 95A:215-230°C / >40°C / 20-70 mm/s
Reciflex (100%回收):220-235°C / 50-60°C / 40 mm/s
可用规格与直径:0.25 kg, 0.5 kg, 3 kg; 1.75 mm, 2.85 mm
颜色:因产品而异,提供10种以上颜色。

07
Bambu Lab
Bambu Lab正在努力让TPU打印变得更简单,他们同时从硬件端(例如其TPU送料辅助模块)和材料端两个方向攻克挑战。
Bambu Lab TPU for AMS于2024年底推出,旨在解决自动换料系统最大的材料限制之一:与TPU不兼容。与标准的软TPU不同,这个版本是一种更硬的、兼容AMS的柔性材料,专为自动送料和多色或多材料打印流程设计。Bambu表示,这款TPU for AMS的邵氏硬度为68D,具有出色的韧性,同时将拉丝现象降到最低,实现了“PLA打印的易用性与TPU标志性的柔韧性和耐用性相结合”。
Bambu Lab还提供TPU 95A HF(高速版) 、TPU 85A和TPU 90A。85A和90A版本非常适合减震和软支撑,例如衬垫、医疗支具和防护装备。
所有产品线轴上均嵌有芯片,可通过AMS读取以自动设置打印参数。
打印参数:
TPU for AMS: 220-240°C / 30-35°C / <250 mm/s
TPU 95A HF: 220-240°C / 30-35°C / < 200 mm/s
TPU 85A / TPU 90A: 200-250°C / 30-35°C / < 200 mm/s
可用规格与直径:1 kg; 1.75 mm
颜色:TPU 95A HF有6种颜色;TPU for AMS有7种颜色。

08
Polymaker
Polymaker的PolyFlex系列拥有三种TPU产品,均基于工业聚合物制造商Covestro(科思创)的化学技术。
PolyFlex TPU90:Polymaker表示,该产品旨在提供出色的柔韧性,同时不影响打印速度。它还具有抗紫外线损伤的能力。
PolyFlex TPU95:该公司称,该产品经过工程设计,可在大多数桌面级3D打印机上工作。
PolyFlex TPU95-HF:这是一款专为高速打印而设计的出色产品。
打印参数:
PolyFlex TPU90:210-230°C / 50-60°C / 30-60 mm/s
PolyFlex TPU95:210-230°C / 25-60°C / 20-40 mm/s
PolyFlex TPU95-HF:200-220°C / 25-50°C / 40-100 mm/s
可用规格与直径:750 g; 1.75 mm, 2.85 mm
颜色:黑色、白色、红色、蓝色、黄色、橙色。
09
ColorFabb
ColorFabb提供两种柔性线材系列:nGen Flex和varioShore TPU。
nGen Flex被描述为一种半柔性3D打印线材,旨在让大多数用户以常规打印速度进行打印,与其他非常柔性的线材相比,可缩短构建时间。该材料具有高耐热性,可进行蒸汽灭菌,因此适用于假肢和矫形器,以及汽车零部件、服装、工装或各种消费产品。nGen Flex有黑色、透明和深灰色可选。
ColorFabb varioShore TPU(有9种颜色)具有可变的邵氏硬度、更低的重量和密度以及柔软的触感。这种可变的柔软度是通过改变打印温度来实现的。挤出温度在200°C到250°C之间会产生非常柔软的打印件,而较低的温度则会产生更坚硬的打印件。理论上,你可以通过在不同区域调节温度,用一台打印机打印出具有不同区域邵氏硬度的单一产品。
打印参数:
nGen Flex:240-260°C / 80°C / 40-60 mm/s
varioShore TPU:190-250°C / 20-40°C / 20-30 mm/s
可用规格与直径:0.65 kg, 2 kg; 1.75 mm, 2.85 mm
颜色:nGen Flex: 透明、黑色、深灰色;varioShore: 肤色、黑色、红色、蓝色、白色。

10
FormFutura
FormFutura提供三种类型的柔性线材。
FlexiFil是一种类橡胶的高性能TPC,具有一种“弯曲记忆”,使物体在弯曲后能够恢复到原来的位置。FormFutura表示,FlexiFil在柔韧性、机械强度、耐用性、良好的耐化学性、出色的抗紫外线性和承受极端温度的能力方面具有独特的组合。
Python Flex是一种TPU线材,用于制造柔性和弹性零件,旨在近程挤出和鲍登式挤出机上都能进行高速打印。Python Flex可以直接在玻璃板上打印,无需使用加热床。其本色形态下的线材具有极高的透明度。
MD Flex是一种柔性TPU类型的3D打印线材,通过获得专利的纳米铜复合材料进行增强,可消除超过99.99%的真菌、病毒、细菌和微生物,经科学证明对SARS-CoV-2/COVID-19具有高效的抗病毒效果。
打印参数:
FlexiFil TPC (30D/40D):220-260°C / 90-110°C / 速度未标明
Python Flex:220-250°C / >60°C / 50-100 mm/s
MD Flex:220-250°C / >60°C / 速度未标明
可用规格与直径:0.65 kg, 2 kg; 1.75 mm, 2.85 mm
颜色:透明、黑色、深灰色。

11
Prusament
Prusament是Prusa Research自产的线材品牌,他们提供一款TPU 95A,我们评测发现其品质出众且对初学者友好。它旨在避免柔性线材打印中常见的一些挫折,制造出耐用、柔韧且具有高耐磨性的零件。
与NinjaTek、Recreus、Siraya Tech或FormFutura不同,Prusament没有提供包含多种邵氏硬度的完整柔性线材系列,只有95A。这是一种可预测性的实用线材,它在提供有用的柔韧性的同时,保持了足够的硬度以实现可靠打印。这使得它成为保护壳、握把、缓冲垫、密封件、脚垫、工具架和耐用功能性零件的良好选择,无需面对更软TPU或TPE的送料问题。
打印参数:
TPU 95A:220-240°C / 55-75°C / 最高30 mm/s
可用规格与直径:1000 g; 1.75 mm
颜色:红色、蓝色、白色、黑色。
12
Kimya
Kimya是一家曾生产三种不同类型柔性线材的公司:PEBA、TPU、TPC,甚至还有一款100%再生材料的rTPU。该公司已于2024年11月停业,但分销商的库存中可能仍有存货。
Kimya的PEBA基于Arkema的PEBAX材料。可用于制作鞋底或其他运动器材,并能提供可观的能量回馈。
Kimya TPC-91A 3D线材具有耐化学性和抗冲击性,用于电子、纺织、屋顶以及装饰和休闲3D打印等领域的工业应用。
Kimya TPU-92A 3D线材具有良好的耐热性和耐外部环境性能,且符合食品安全标准。
更新说明:Kimya的母公司Armor Group于2024年底关闭了Kimya 3D打印线材业务。2025年,Airtech Advanced Materials Group收购了Kimya的线材资产,包括其技术线材产品组合及相关知识产权。因此,Kimya品牌线材的供应情况需要仔细核实,因为该产品线正在过渡中。
打印参数:
PEBA-S:210-260°C / 70-90°C / 20-60 mm/s
TPC-91A:230-270°C / 60-85°C / 20-60 mm/s
TPC-ESD:230-270°C / 60-85°C / 20-60 mm/s
TPU-92A:210-250°C / 60-90°C / 20-70 mm/s
TPU-R:210-250°C / 60-90°C / 20-70 mm/s
可用规格与直径:.75 kg; 1.75 mm, 2.85 mm
颜色:黑色、半透明、红色、白色、深蓝色。

13
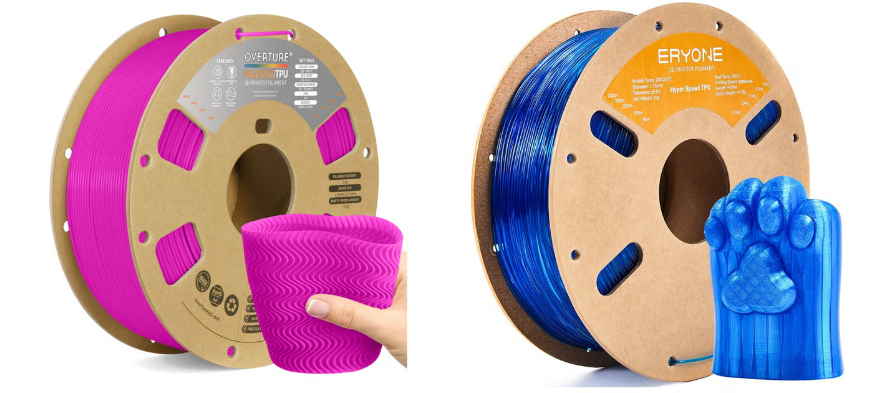
新品:高速与高流量TPU
Overture High Speed TPU和Eryone High Speed TPU声称比传统TPU线材打印速度更快。
长期以来,柔性线材一直以打印速度慢、要求苛刻而著称。由于TPU在送料路径中会弯曲和压缩,许多用户以保守的速度打印,以避免挤出不足、堵塞、拉丝或流量不均。较新的“高速”、“快速”或“高流量”TPU配方旨在解决这个问题:它们在保持TPU弹性行为的同时,增加了刚度、熔融指数、送料可靠性或层间结合力,从而使材料能够更快地通过热端。
不同之处不在于这些材料不再是TPU,而在于它们针对快速挤出进行了优化。在实践中,这通常意味着更硬的TPU等级、改善的流动性、更好的送料路径稳定性,以及/或一种能在更高吞吐量下实现更可靠层间结合力的配方。例如,Polymaker将PolyFlex TPU95-HF定位为一种由Covestro Addigy系列开发的高流量TPU,而Overture则强调其高速层间粘附、无堵送料和预干燥特性。
许多高速TPU的硬度为95A、40D,甚至触感更硬的配方,因此它们可能无法替代85A TPU或60A TPE等非常软的材料。
14
消费级与专业级柔性材料对比
由于某些柔性线材的打印难度以及市面上存在一些劣质线材,包括UltiMaker、Markforged、BigRep、Stratasys在内的多家专业及“专业消费级”打印机制造商,直接与化学品制造商合作,为其打印机专门定制化生产柔性线材。这有助于确保你获得精确的打印速度和温度建议,以及其他众多经过数百小时打印测试而得出的参数。
这些打印机品牌的线材可以节省大量的调试时间,这通常足以证明其相对较高的价格是合理的。


15
柔性线材打印技巧
你可以抛掉过去关于柔性线材打印的所有刻板印象。如今,柔性线材的种类如此之多,几乎不可能给出通用的指导,但以下一些关键点仍需牢记。
首先,检查你的3D打印机是否真的支持柔性材料打印——很多机型都不支持。
例如,Bambu Lab表示,其大部分打印机不兼容邵氏硬度为95A、85A、83A、80A、75A或以下的TPU,而其他类型的TPU则工作正常。Creality并未将TPU列为某些K2系列机型的主要兼容材料,且TPU不兼容Creality的CFS换料系统。然而,K2 Plus机型在绕过CFS系统、使用外部料盘路径、充分干燥线材并保持低速的情况下,可以打印较硬的TPU。不推荐使用更软的TPU和TPE材料。

打印前务必干燥
柔性线材通常(但并非绝对)具有很强的吸湿性,这意味着它们会吸收空气中的水分。即使你将密封的线材打开暴露在空气中,也会对打印行为以及最终打印质量产生负面影响。即便你完全按照打印机设置操作,潮湿的线材仍可能导致打印失败或效果不佳。
如果你的线材已经暴露在空气中,你需要将其放入烘箱或线材干燥盒中进行干燥。需要多长时间和多高的温度?这可能比较棘手,因为通常无法知道线材吸收了多少水分。你的干燥设备可能会在线材干燥时发出提示,线材制造商也可能附带了干燥说明(例如,在70°C的烘箱中干燥5小时),但最终往往需要试错。请记住:如果你看到热端有水蒸气冒出,说明你的线材受潮了。
最好的办法是尽量从一开始就保持线材密封并妥善储存(也要避免紫外线和高温),并尽可能延长储存时间。如果做不到,可以寻找不需要干燥的柔性线材,包括一些由TPS(苯乙烯系热塑性弹性体)制成的线材。
预热与处理打印平台
许多柔性线材制造商声称其产品不需要加热平台,但大多数线材在约40°C(通常不超过60°C)的平台温度下确实表现更好、附着力更强。你的线材会附带推荐的热床温度。柔性线材几乎从不需要封闭的打印仓,但保持温度稳定始终是有益的。是否需要在平台上使用胶带、胶水或其他粘合剂,取决于你的线材类型和品牌。
近程挤出系统使线材进入驱动齿轮的“夹紧点”与导向管之间的距离非常小——小到柔性线材难以发生弯折而导致打印失败。
喷嘴温度
你的线材附带推荐的打印温度是有原因的。是的,更高的喷嘴温度可以实现更快的打印,但打印温度会影响最终成品的柔韧性。理想情况下,你的3D打印机应为你使用的特定品牌的柔性线材提供预设打印配置文件;否则,准备好进行试验,以找到热度和速度之间的理想平衡。
保持耐心,放慢速度
要获得那些几乎不可见的层纹和一致的柔软触感,柔性线材需要时间。热塑性弹性体喜欢“慢工出细活”,通常在较低速度和较小层高下打印效果最佳。线材制造商在实现柔性材料高速打印方面已取得长足进步,有些能以100 mm/s的速度生产零件,但速度的提升总会以牺牲一定的打印质量为代价。
如果你的柔性线材堵塞了挤出机,高速很可能是罪魁祸首,尽管也可能是线材受潮所致。
挤出机与回抽设置
许多柔性线材在鲍登式挤出机上也能正常工作,但大多数在近程挤出机上表现最佳。原因是驱动齿轮和热端之间的距离应尽可能短,以便在不拉伸线材的情况下有效地将其送入喷嘴。
与任何材料一样,遵循你的打印配置文件。如果你没有现成的配置文件或想进行试验,关于挤出机回抽率有几点需要记住。你可能听说过一些建议,称在打印柔性线材时需禁用回抽,但这有些过时了。如果你使用的是较旧的挤出机,这可能适用,但新型挤出机和专业FDM打印机应该不会有回抽问题。禁用回抽后,你可能会看到一些拉丝,这可以在后处理中去除。
即使是在最好的FDM打印机上,你可能仍需要试验回抽设置。将回抽距离设置为2毫米、回抽速度设置为20毫米/秒是一个不错的起点。如果你注意到线材在挤出机中堆积,请继续调整回抽设置,直到找到最佳值。
其他技巧:
避免使用底座(Raft),因为底层的挤出率较高,可能会引发问题。
如有可能,将线材料盘安装在打印机上方,以减少挤出机拉动线材时的阻力。
需要开启模型冷却风扇。
适用于TPU的最佳喷嘴与打印平台:
这同样是因打印机和材料而异的话题。例如,Bambu Lab表示其0.2 mm、0.4 mm和高流量喷嘴不支持打印其较软的TPU 85A或90A。Prusa Research建议,不要在没有胶水或其他分离层的情况下,使用光滑的PEI板打印其TPU 95A。
16
用于柔性零件的3D打印技术
除了使用线材的FDM技术外,还有其他三种3D打印技术可用于生产TPU和柔性零件。它们分别是光固化技术(SLA),而用于生产专业级零件的最常见方法是选择性激光烧结(SLS)和多射流熔融(MJF)。
请务必询问服务商使用的是哪种3D打印方法。例如,FDM对于原型制作来说是快速且廉价的,但它可能无法满足最终使用的汽车零件所需的机械强度。
SLS技术可以生产出具有高力学性能和精细细节的TPU零件。该技术最常与尼龙配合使用,但同样擅长处理TPU零件。MJF与SLS类似,但速度更快,适用于大批量零件。
而基于树脂的3D打印技术,如SLA、数字光处理(DLP)和材料喷射,并不提供TPU作为材料,而是提供一系列柔性树脂,常用于3D打印可穿戴技术、运动装备和柔软的助听器组件。
