
8个——TPE和TPU,柔性3D打印线材选择指南
打需要弯折、拉伸或抗冲击的零件,PLA、PETG这些硬料撑不住,得用柔性线材。TPE和TPU是两大选择,但先得搞清楚它们啥关系。
TPE是一大类热塑性弹性体,既有橡胶的弹性,又能像塑料一样加热成型。TPU不是TPE的对头,而是它下面的一个分支,只不过更硬挺。两者都耐冲击、密封好、抗紫外线和老化。
问题来了:打印时和实际用起来到底差在哪?市面上的TPE通常更软更轻,手感像橡胶,但受力容易变形,打印也难伺候。TPU相对硬一些,耐磨耐造,打印却稳得多——所以多数人做功能性零件优先选TPU。

01
TPE是什么?
TPE是一大类材料,性能像橡胶,加工像塑料。能弯能压能回弹,适合做握把、防震、需要柔性形变的东西。它也是总称,旗下有TPU、TPA、TPC等。
性能上,TPE耐冲击、减震好、抗疲劳、耐化学和紫外线,工作温度-30到+140°C,还能回收。但太软导致打印费劲:得降速、用近程挤出机、调一堆参数,否则容易堵头、缺料、变形。
常见用途:
手柄、握把
密封圈、垫片
鞋底
医疗衬垫
运动护具

02
TPU是什么?
TPU是硬段和软段交替的嵌段共聚物,在柔性材料里用得最广,因为它在软和结实之间找了个好平衡,特别适合既要耐用又有弹性的零件。
它耐磨、抗冲击、耐油耐化学,能打原型也能直接做成品。
常见用途:
鞋底
汽车减震、管路、密封件
运动装备
医疗导管、护具
工业件

03
直接对比
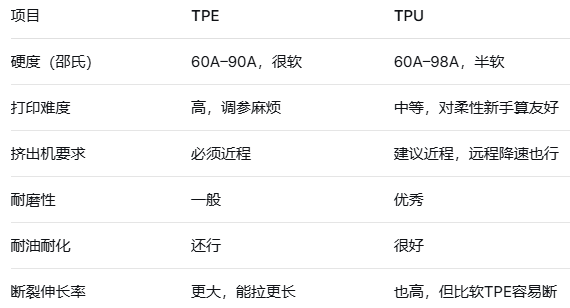
04
怎么选?
要极致的柔软、橡胶手感、最大拉伸和减震效果,选TPE。
要兼顾柔韧、强度和耐用,打印还要稳,选TPU。
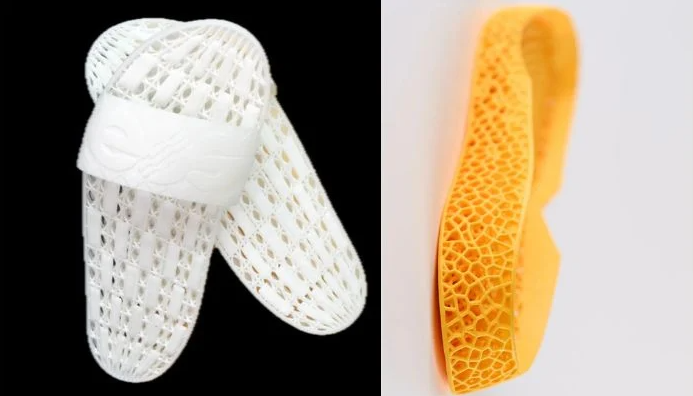
左图:TPU,右图:TPE
05
打印要点
打柔性料,硬件和切片都得调整。TPE必须用近程挤出机——超软料走长鲍登管百分百卡死。TPU也建议近程,但远程调得好也能凑合。
新手慎入,柔性料很考验调机功底。常见坑:严重拉丝、跨桥塌陷、突发堵头。更糟的是,软料一旦在热端卡住,直接缠死在挤出机齿轮里,或者粘死在PEI/玻璃平台上,取件时把平台面都撕下来。
想少翻车,记住这几点:
·速度压到20–30 mm/s,快了会从齿轮侧边挤出去。
·压轮螺丝松一点,刚能送料就行,太紧把料捏变形。
·回抽关掉或减到1–2 mm,反复抽拉会缠住齿轮。
·平滑平台先涂胶或贴高温胶带,防粘死。
·柔性料巨吸潮,打印前必须烘干。
·喷嘴温度比平时高5°C,冷却风扇关掉,让层间粘牢。

06
买料看什么?
包装上写TPE不代表就是软料,关键看邵氏硬度。
标95A左右:实际就是标准TPU,半硬半软,好打。
标85A或更低:那才是真TPE或高改性TPU,超软,必须近程。
07
价格差在哪?
TPU 95A量产大,便宜,1公斤卷均价约30美元(约216元人民币)。
真TPE生产难,市场小,常卖0.5公斤小卷,单价贵一倍,约40美元(约288元)一卷。

08
总结
TPE和TPU不是二选一,而是归属关系。TPE是大家族,主打超软和橡胶感;TPU是其中更成熟的硬分支,侧重耐用、耐磨和稳定。
实战中就是取舍:要软要弹就上TPE,但得有耐心调机;要稳要耐造就选TPU,打印轻松得多。
刚入坑或做功能件,无脑TPU准没错。只有非追求极致软弹不可,再去折腾TPE。
