三维扫描仪---个人学习篇
📏 三维扫描仪精度深度解读
别被参数忽悠了,这四个指标才是真相
标签:🏭工业检测 |📐精度标准 | 🛒选型指南 |
三维扫描仪被称为"光学尺子",能"洞悉"飞机、汽车、精密机械的每一个微小细节。然而,一个被普遍忽略的真相是:当这把尺子自身精度存疑时,它给出的"答案",靠得住吗?
本文从技术原理出发,结合ISO 10360-13:2021国际标准的四大核心指标--最高精度、体积精度、球度、平面度,帮你彻底搞懂精度这件事,并附上主流品牌实测数据和五步选购避坑法。
1.三维扫描仪是怎么工作的?
理解原理,才能理解精度
在深入精度指标之前,有必要先了解三维扫描仪的基本工作原理。目前市面上的三维扫描仪主要采用以下几种技术路线:
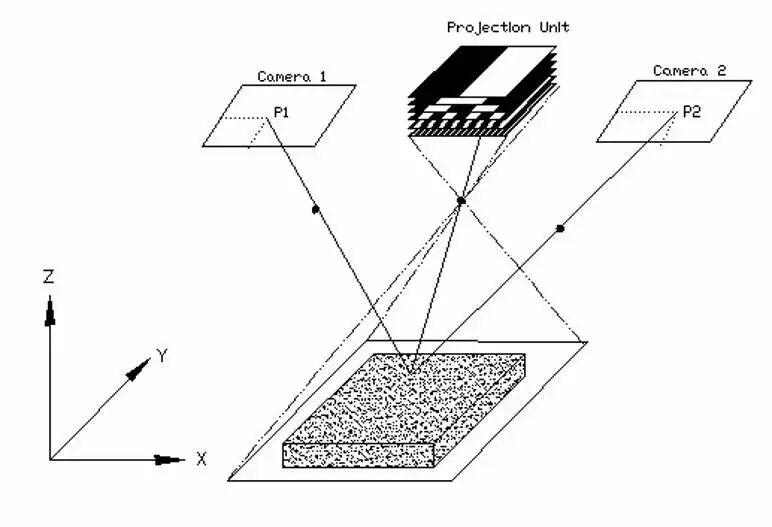
🔵 计量级结构光扫描
向物体表面投射特定编码的光图案(如正弦条纹、格雷码),相机捕捉变形后的图案,通过三角测量原理计算每个像素的三维坐标。优势在于精度高、分辨率高,适合精密零部件检测。
结构光技术的核心在于"编码"二字--投射器发出的每一道光都携带空间位置信息,相机捕获后通过解码即可还原三维坐标。
🔴 激光线扫描
发射一条或多条激光线到物体表面,相机从不同角度捕捉激光线的变形,通过三角测量计算三维点云。手持式设备灵活便携,适合现场检测。蓝光激光相比红光具有更强的抗环境光干扰能力,在深孔、凹槽和高反光金属表面表现更优。
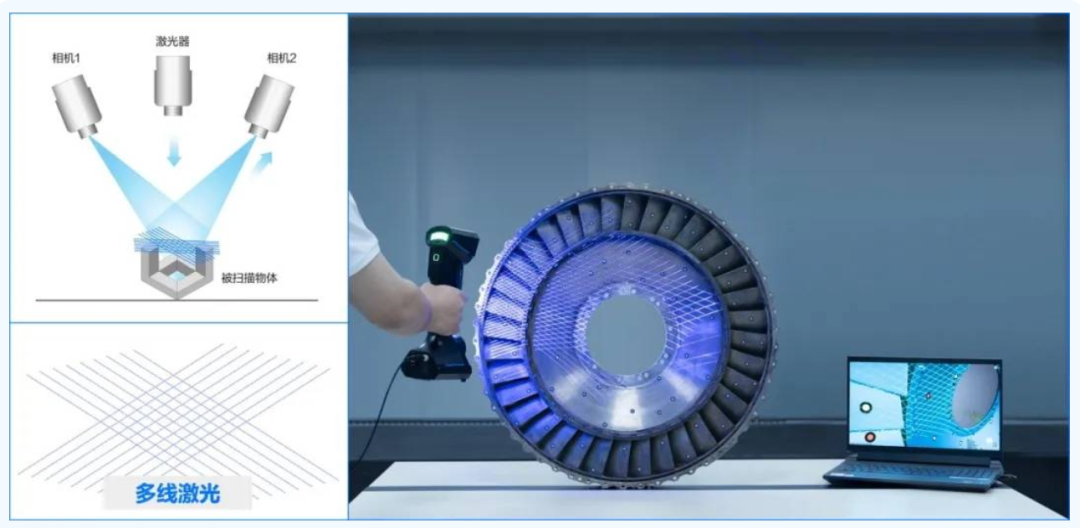
激光扫描的"线"越多,单次扫描覆盖面积越大,效率越高。目前主流产品配置从7线到42线不等,高端设备如中观CereScan SE已达到42条蓝色激光线。
但线数并非越多越好--线数增加会带来数据冗余和处理压力,需要硬件和算法的协同优化。
📡 摄影测量辅助
通过高分辨率相机拍摄带有编码点和标尺的空间照片,建立全局坐标参考框架。不是独立的扫描技术,而是精度“外挂”——配合激光或结构光扫描使用,能显著降低大型工件的误差累积,将体积精度中的每米偏差项从0.03mm/m压缩到 0.012mm/m。
摄影测量的原理类似于给空间“钉钉子”——通过编码点建立全局坐标锚点,让每次局部扫描都有了“参照系”,从而避免误差在拼接过程中不断累积放大。
对于飞机机身、风电叶片等数米甚至数十米的大型工件,摄影测量几乎是不可或缺的精度保障手段。
技术路线没有绝对优劣,关键看应用场景。计量级结构光适合实验室精密检测,激光手持适合车间现场,摄影测量是大型工件的必备辅助。
2025年之后行业趋势显示,蓝光技术在精密检测场景的渗透正在加速,其抗环境光干扰和减少表面反射误差的优势,正从实验室参数转化为产线实际价值。
📊 三大技术路线对比
| 对比维度 | 结构光 | 激光线扫描 | 摄影测量辅助 |
|---|---|---|---|
| 精度等级 | 0.005~03mm | 0.015~0.05mm | 降低每米误差60%+ |
| 扫描速度 | 中等(面扫描) | 快(线扫描+手持) | 辅助,非独立扫描 |
| 工作距离 | 0.3~1.5m | 0.3~3m | 数米~数十米 |
| 环境要求 | 需遮光/暗室 | 适应性较强 | 需布设编码点 |
| 典型场景 | 精密零件、模具 | 汽车车身、大型铸件 | 飞机、风电叶片 |
| 价格区间 | 10~50万 | 10~30万 | 5~15万(附加系统) |
理解了原理,我们再来看精度。很多用户看参数第一眼就盯数字,数字越小越厉害?不一定。
举个例子:
某模具厂花15万买了台三维扫描仪,参数表上写着"精度0.02mm"。结果拿回车间扫一个1米长的汽车保险杠模具,拼出来的数据和三坐标测量机差了0.3mm。
老板懵了:不是说好的0.02mm吗? 真相:0.02mm是单幅精度,不是体积精度。就像你买了一台单张照片分辨率很高的相机,但拼成全景图后,边缘可能完全对不上。
2 四大核心指标:扫描仪的"招飞体检"
评价精度不能靠厂家自说自话。国际标准 ISO 10360-13:2021 提供了一套完整的三维扫描仪"招飞体检方案,配合国家计量技术规范JJF 1951-2021,从四个维度系统评估扫描仪的综合性能。


指标一:最高精度(PS)
能把"大小"测多准?--扫描仪的基本功
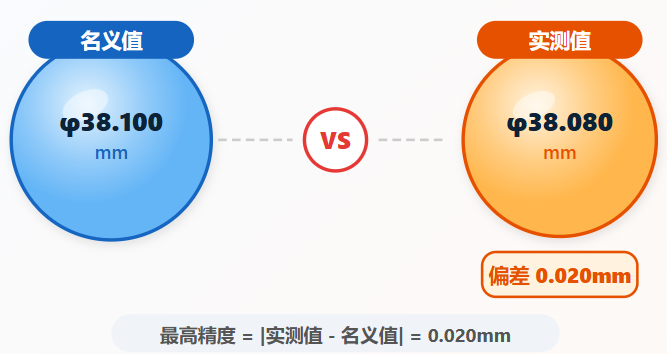
最高精度是扫描仪的"基本功"--测量标准计量球(φ38.1mm)的直径与标称直径的偏差。数值越小,说明扫描仪测出的球径越接近真实值。它是保证数据准确性的基础。
📐 最高精度测试流程:

🔬 标准球实测对比示意:
同一台设备在不同环境下的精度变化:
| 环境 | 精度表现 |
|---|---|
| 实验室 | 0.015mm |
| 恒温车间 | 0.025mm |
| 普通车间 | 0.050mm |
| 户外环境 | 0.100mm+ |
关键点: 很多入门级产品只标单幅精度,而且是实验室理想环境下的"最佳情况"。一旦拿到车间现场,环境光一变、工件材质复杂一点,精度就跳水式下降。
2025年之后,行业趋势表明,设备厂商正将宣传重心从"峰值精度"转向"工况适应性",引导客户关注设备在自身生产环境中的实际表现。
指标二:体积精度(SD/E)
能把"空间距离"测多准?--真正的硬指标
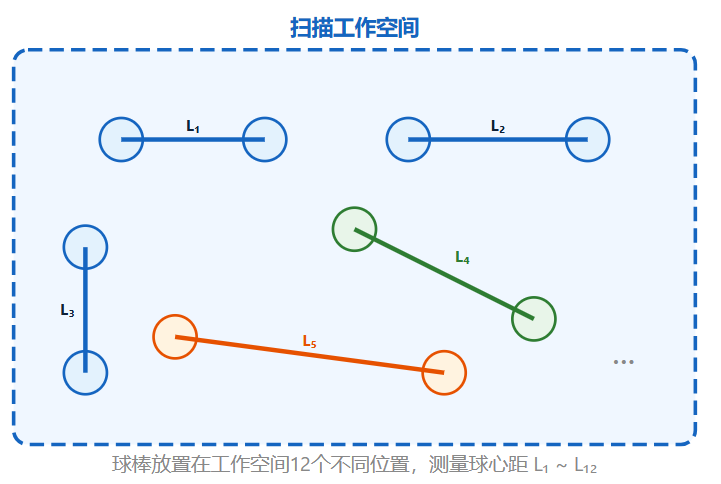
体积精度衡量的是扫描仪在整个工作空间内的综合测量能力。如果说最高精度是"看一张照片清不清楚",那体积精度就是"把几十张照片拼成全景图后,整体准不准"。测试时将标准球棒放在工作空间的12个不同位置,测量球心距,对比标称值。
体积精度测试:球棒12位置法
公式:

📊 不同工件长度的精度对比:
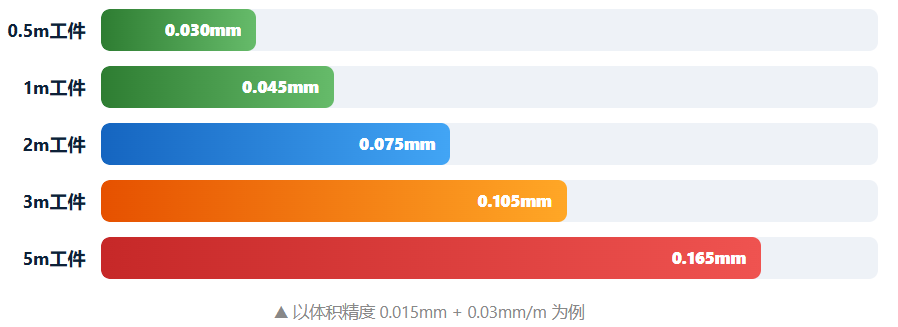
| 应用场景 | 工件长度 | 预期精度 |
|---|---|---|
| 🚗 汽车车身 | 约2m | 0.075mm |
| ✈️ 机翼段 | 约3m | 0.105mm |
| 🏗️ 风电叶片 | 约5m | 0.165mm |
核心结论: 测大工件时,每米误差项(B)的影响远大于固定偏差项(A)。这就是为什么体积精度比最高精度重要得多--它决定了你能不能放心地测大件。
指标三:球度(PF)
能把"橘子"看多真?--最容易被忽略的指标
球度是四大指标中最容易被忽略,却最关键的一个。它衡量的是扫描出来的球面有多"圆"--通过将扫描点云数据最内和最外侧点进行计算,得出同心球壳的厚度。
球度值越小,说明扫描仪对球表面形状偏差的捕捉能力越强。
三种"球"的对比:

| 物体 | 球度值 | 尺寸精度(PS) | 形状真实度 |
|---|---|---|---|
| ⚪ 标准球 | 0.02mm | ✓ 合格 | ✓ 形状真实 |
| 🍊 橘子 | 0.1mm | ✓ 合格 | ✗ 表面凹凸 |
| 🥚 鸡蛋 | 0.2mm | ✓ 合格 | ✗✗ 严重失真 |
🔑 关键洞察: 只看尺寸精度(PS),三个球的直径可能都是38.1mm,都"合格"。但球度检测一做,差异立现。
尺寸精度好 ≠ 形状精度好! 这就是为什么仅靠"精度0.02mm"一个数字远远不够。
思看 SIMSCAN-S Gen2 球度达到 0.025mm,行业前沿水平。
指标四:平面度
能把"滑轨"看多平?--功能面的关键指标
平面度误差是指物体表面与理想绝对水平面之间的偏差数据。它能精准反映平面的起伏程度。包括细节起伏(如微小波纹)和整体起伏(如两端翘起)。
以滑轨为例,若平面度误差大,表面起伏明显,滑动时摩擦增大,影响工件稳定性和精密性。

思看SIMSCAN-S Gen2平面度达到0.035mm。
四大指标总结

避坑提示: 很多入门级产品只标"最高精度",而且是实验室理想环境下的"最佳情况"。务必索要完整的四大指标报告,缺一不谈!
补充指标:重复精度--稳定性的灵魂
除了ISO标准的四大指标外,重复精度也是衡量扫描仪"靠不靠谱"的重要维度。同一工件、同一操作人员、同一环境下,连续扫描10次甚至20次,每次结果的偏差范围有多大?
重复精度测试流程:

重复精度好坏对比:

核心影响: 重复精度差意味着今天合格、明天不合格;张三量的 ≠ 李四量的;质量报告不可追溯。真正靠谱的设备,20次扫描偏差应稳定在0.005mm以内。
3 指标间的"跷跷板"
为什么单一指标不够?
很多人以为:最高精度好 = 什么都好。错。
案例一:球度"造假"
球度能力差的设备,扫描标准计量球后,通过软件拟合出的球直径可能依然"合格"(如38.100mm),但实际形状已经失真--表面凹凸不平,像"橘子皮"。
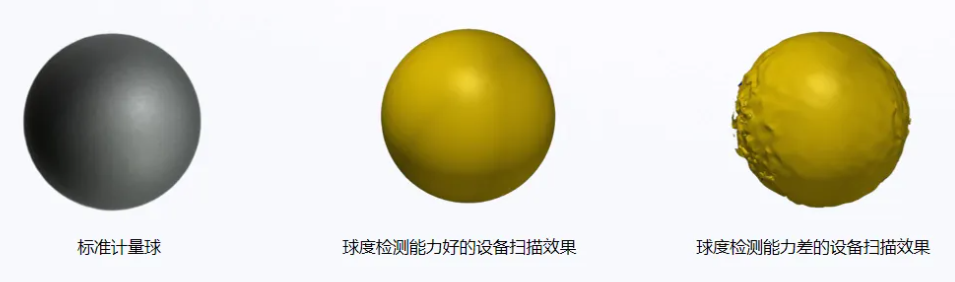
仅靠尺寸误差(PS)无法反映真实的形状偏差(PF)。
案例二:平面度"隐身"
扫描球棒测量球心距时,假设真实情况平面平整(A),若扫描仪平面度管控不足,可能出现平面一端翘起1mm(B)。
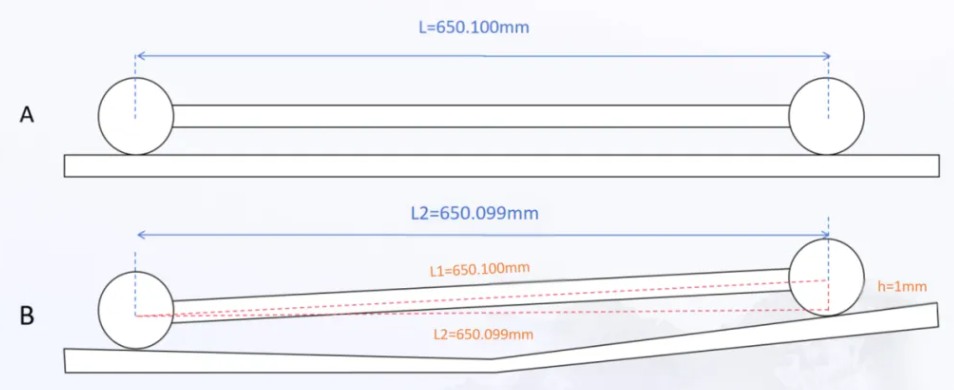
A与B测得的球心距几乎相同(650.100mm vs 650.099mm),但已存在较大平面度偏差,导致扫描模型与真实工件严重不符。
误差放大效应
整体精度管控越好,测量大尺寸工件时的误差放大效应就越小。

检测10cm与100cm的平面,虽然整体形状相似,但随着尺寸放大,平面度误差也会被放大。因此,平面度检测值越小的设备,在检测大尺寸工件时,被放大的误差也越小。
结论: 四大指标(PS/PF/SD/平面度)必须综合考察,缺一不可。这就是为什么ISO标准定义了多个维度,而不是一个数字。
4 大型工件扫描:精度控制的"天花板"
误差累积与摄影测量
误差累积:大型扫描的致命伤
| 扫描类型 | 每米精度损失 | 5米工件累积误差 |
|---|---|---|
| 手持式激光 | 0.015~0.035mm/m | 0.075~0.175mm |
| 结构光系统 | 0.03~0.06mm/m | 0.15~0.30mm |
| 激光+摄影测量 | 0.012mm/m | 0.060mm |
摄影测量:精度"外挂"
通过高分辨率相机+编码点+测量标尺,建立空间参考框架,控制误差累积。摄影测量系统分为两类:
| 方案 | 特点 | 覆盖范围 |
|---|---|---|
| 📷 外置系统 | 单反相机 + 编码点 | 数米~数十米 |
| 📱 内置系统 | 集成在扫描仪中 | ≤4米 |

实测数据: 思看SIMSCAN-S Gen2配合摄影测量后,体积精度从0.015+0.03mm/m提升至0.015+0.012mm/m,5米工件误差从0.165mm降至0.075mm。
5 材质适应性与软件生态
别让你的扫描仪"挑食"
三大"难扫"材质

喷粉的问题: 改变工件表面状态,厚度不可控(几微米~几十微米),对精密检测本身就是误差源。
选购口诀:让厂家带着仪器去现场扫!
软件才是真正的"灵魂"
硬件决定采集上限 → 软件决定有效利用率

如果厂家对软件功能语焉不详,或告诉你"这个功能要额外买插件",赶紧掉头。
6 2025-2026行业趋势
精度普惠化与技术演进

7 主流品牌全景对比
四大品牌产品矩阵一览
思看科技SCANOLOGY
2015年成立 · 科创板上市 · "中国3D扫描第一股"
双品牌战略:SCANOLOGY主打工业级计量精度,DeVOK主打专业级高性价比。自主研发蓝色激光+全局摄影测量方案。

先临三维Shining3D
2004年成立 · 国家级制造业单项冠军 · 产品线最全
覆盖工业级到消费级全线产品,三维视觉领域国家级专精特新重点"小巨人"企业。

中观三维ZG
海克斯康旗下 · 深耕3D数字化测量多年
多次为市场带来从0到1的革新突破,在精度、速率、便捷性、智能化等方面占据行业领先高地。

非白三维
成立11年 · 全代码自研 · 合规交付
全部算法自研,无开源协议风险。核心算法和硬件结构拥有大量专利,服务上千家制造业客户,主打"让中国制造业用上放心的三维扫描仪"。
非白三维的产品策略是"做减法"--不追求全线覆盖,而是聚焦工业级手持激光扫描领域,把精度和稳定性做到极致。
其体积精度达到0.02mm+0.015mm/m(配合摄影测量),在中小企业客户中口碑良好。
品牌选择建议
| 需求场景 | 推荐品牌 | 理由 |
|---|---|---|
| 航空航天/精密制造 | 思看SCANOLOGY | 四大指标全面领先,球度/平面度行业前沿 |
| 全线产品需求 | 先临Shining3D | 产品线最全,从消费级到计量级全覆盖 |
| 智能化/自动化检测 | 中观ZG | 海克斯康背景,AI算法加持 |
| 性价比/合规交付 | 非白三维 | 全代码自研,无侵权风险,价格友好 |
8 选购实战:五步避坑法
从需求到交付的完整路径

第1步:明确需求与预算
消费级(几千~2万)→ 专业级(2~10万)→ 工业级(10~30万)→ 计量级(30万+)。不同预算对应完全不同的精度等级和功能配置。
第2步:索要四大指标报告
最高精度(PS)、体积精度(完整公式A+B×L)、球度(PF)、平面度--缺一不谈。要求提供ISO 10360-13 或VDI/VDE 2634标准的测试报告。
第3步:带着样件现场试扫
高反光件、黑色件、你实际工作中最常扫的工件--参数说得再好不如扫出来看看。关注扫描速度、拼接效率和最终数据质量。
第4步:评估软件能力
CAD对齐、偏差图、形位公差报表、检测报告导出、工业软件兼容性。软件是精度价值变现的"最后一公里"。
第5步:确认合规与售后
知识产权是否干净(避免开源协议风险)、设备能否过审验厂、售后校准响应速度、培训支持体系。
价格参考

选错代价: 一次模具报废 5~10万, 一批次品召回 几十万,项目延期,损失无法估量
选对设备不是成本,是对冲风险的投资。
选购核心原则: 不要被单一参数迷惑,不要只看宣传册,不要贪图便宜选择知识产权不清晰的产品。带着你的实际工件,走完"五步避坑法",用数据做决策。
9 总结:选对你的"光学尺子"
六大核心结论
1. 精度是一个体系 最高精度只是冰山一角,体积精度、球度、平面度缺一不可。 2.国际标准是底线 ISO 10360-13:2021四大指标,是选型的基本参照。 3.大型工件靠组合拳 摄影测量+扫描方案,控制大空间误差累积。 4.工况适应性比峰值精度更重要 实验室数据不代表车间表现。 5.软件决定有效利用率 硬件买得再好,软件拉胯等于白搭。 6.按需选择,合规为先 不盲目追高参数,不贪便宜买侵权产品。
一句话建议: 让厂家去现场实际扫描工件,用数据说话。参数表上的数字再好看,不如实际扫一次来得真实。
记住:三维扫描仪的精度不是一个数字,而是一个体系。最高精度、体积精度、球度、平面度--四个维度缺一不可。