为什么条码打印质量对于制药生产如此重要?
在制药行业,条码早已不仅是物流标签,而是贯穿生产、质量控制、追溯、防伪与监管合规的关键数据载体。无论是药品包装、试剂瓶、医疗器械标签,还是UDI(唯一器械标识),条码质量直接关系到产品安全与法规合规。
可以说在制药生产中,条码质量问题不仅是效率问题,更可能是安全与法律风险。
一、关系到药品全生命周期追溯
现代制药体系强调“可追溯性(Traceability)”,每一盒药品通常需要通过条码记录:
● 批号(Batch No.)
● 生产日期
● 有效期
● 序列号(Serialization)
● 生产线信息
● 流通路径
如果条码打印质量差,可能导致:
● 仓储系统无法读取
● 物流环节信息丢失
● 批次追溯失败
在发生召回或质量事件时,将严重影响企业应对能力。
二、满足法规与监管要求
全球药品监管机构普遍要求可追溯编码,例如:
● 药品序列化管理
● 医疗器械 UDI 标识
● 防伪追溯体系
监管检查时通常关注:
✔ 条码是否符合标准
✔ 是否可稳定识读
✔ 是否可长期保存
三、确保自动化生产稳定运行
现代制药工厂高度自动化,条码贯穿多个关键环节:
● 灌装线
● 包装线
● 贴标系统
● 自动检测设备
● 仓储物流系统
低质量条码会造成:
● 扫码失败
● 设备停线
● 重复检测
● 人工干预增加
在高速生产线上,哪怕极低的失败率也会造成巨大成本。
四、防止用药错误与安全事故
在医院和药房场景中,条码用于:
● 药品识别
● 用药核对
● 库存管理
● 患者安全系统
如果条码无法稳定读取,可能导致:
● 药品识别错误
● 发药差错
● 临床风险增加
因此,高质量条码直接关系到患者安全。
五、支持长期保存与耐环境要求
药品标签常面临严苛环境:
● 冷链运输
● 潮湿环境
● 消毒处理
● 摩擦磨损
● 光照老化
打印质量不足可能导致:
● 条码褪色
● 模糊
● 对比度下降
● 无法识读
因此制药行业通常要求更高等级的条码质量。
六、为什么需要条码等级检测?
条码“能扫”并不等于“长期可靠”,专业条码等级检测可以:
● 量化条码质量
● 预测识读稳定性
● 提供质量证明
● 优化打印参数
常用检测标准包括:
● 一维条码:ISO/IEC 15416
● 二维码:ISO/IEC 15415
● 直刻码:ISO/IEC TR 29158
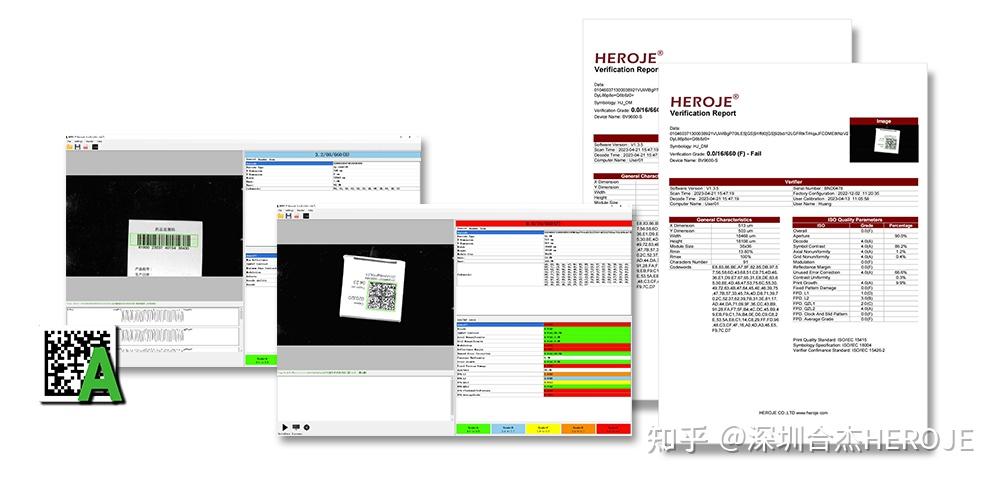
七、典型解决方案
在制药企业中,通常会配置专业条码等级检测设备,用于出厂检验或过程控制。
例如:
深圳合杰HEROJE BV9600 系列条码等级检测仪,适用于:
✔ 药品包装条码检测
✔ UDI二维码检测
✔ 一维与二维条码质量评估
✔ 输出标准等级报告