
3D打印不只是FDM:一篇文章看懂主流3D打印技术路线
很多人第一次接触3D打印,想到的往往是一台桌面机器、一卷PLA线材,然后喷头一层一层把模型“堆”出来。
这种理解没错,但并不完整。
严格来说,3D打印不是某一种单独技术,而是一大类增材制造工艺的统称。它的核心逻辑是:先有三维数字模型,再通过逐层成型的方式,把材料一点点叠加成实体零件。
不同3D打印技术之间,主要区别在于三件事:
第一,用什么材料;
比如塑料线材、光敏树脂、尼龙粉末、金属粉末、陶瓷材料、蜡、膏状材料等。
第二,用什么方式成型;
有的是加热挤出,有的是光照固化,有的是激光烧结,有的是喷射材料,有的是用粘结剂把粉末粘起来。
第三,适合什么应用;
有的适合低成本打样,有的适合高精度模型,有的适合金属零件,有的适合全彩展示件,有的适合工业级功能件。
所以判断一台3D打印机好不好,不能只看“精度高不高”或者“价格贵不贵”,更重要的是看它的工艺路线和应用场景是否匹配。
下面按常见技术分类,简单梳理一下目前主流的3D打印工艺。
一、MEX材料挤出:最常见的3D打印方式
MEX,Material Extrusion,材料挤出,可以理解为通过喷嘴把材料挤出来,再一层一层堆叠成型。
这一类是普通用户最熟悉的3D打印技术,家用桌面机、学校教学机、很多塑料打印设备都属于这个方向。
1. FDM:熔融沉积成型
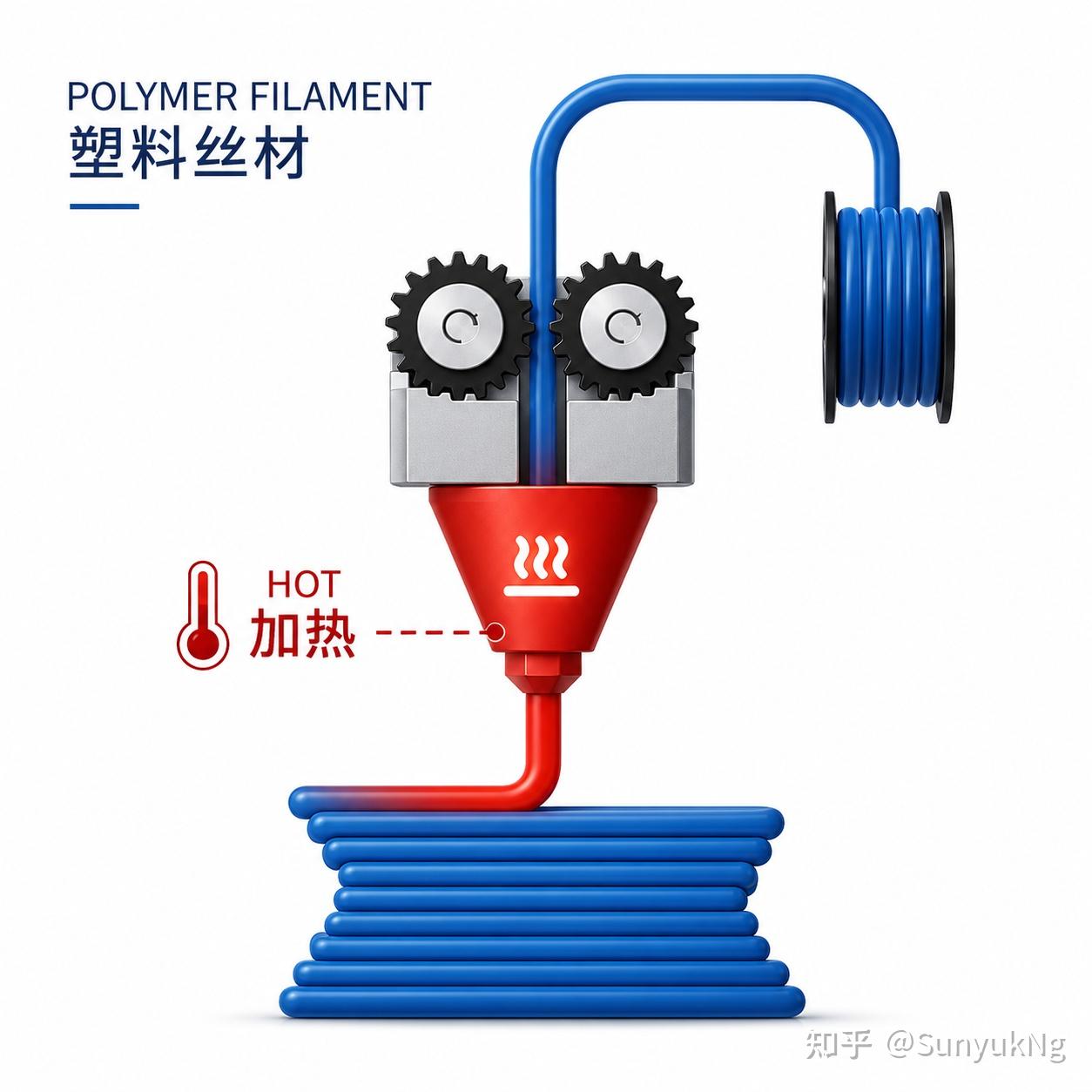
FDM,Fused Deposition Modeling,熔融沉积成型,是目前普及度最高的3D打印技术之一。
它的原理很容易理解:把PLA、PETG、ABS、尼龙、TPU等塑料线材送进喷头,加热熔融后从喷嘴挤出。材料落到平台上后冷却固化,设备按照模型路径逐层打印,最后形成实体零件。
FDM的优点
- 设备成本相对低;
- 材料选择多;
- 使用门槛低;
- 维护成本可控;
- 适合教学、兴趣爱好、结构验证和小批量定制。
FDM的不足
- 表面通常有层纹;
- 打印精细度不如光固化和材料喷射;
- 打印复杂悬垂结构时需要支撑;
- 零件强度存在方向性,层间结合强度是关键。
所以,FDM非常适合做教学模型、外观初样、结构验证、工装夹具、简单功能件。但如果追求非常细腻的表面、复杂纹理或者全彩效果,FDM就不是最优选择。
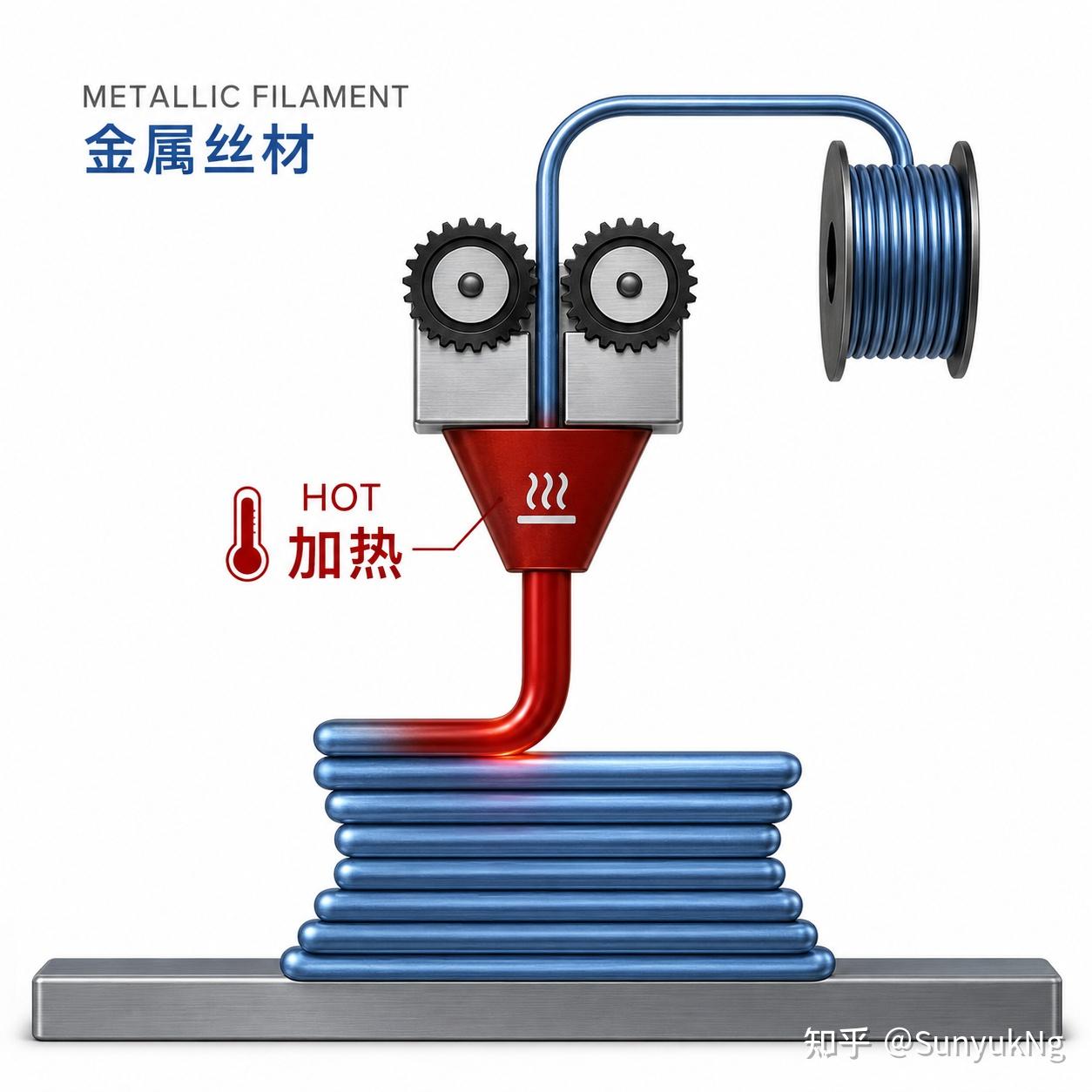
2. PEM:颗粒挤出成型


PEM,Pellet Extrusion Modeling,颗粒挤出成型,和FDM很像,只不过它使用的不是塑料线材,而是塑料颗粒。
塑料颗粒经过加热熔融后,通过螺杆或挤出系统从喷嘴挤出,再逐层堆叠成型。
这种方式更接近传统塑料加工里的挤出工艺。
PEM的特点
- 材料成本可能低于标准线材;
- 挤出量更大;
- 适合大尺寸打印;
- 可用于家具、雕塑、模具、大型模型等场景。
不过,PEM通常不追求特别高的细节精度,更多用于大尺寸塑料件、粗胚件、景观模型、模具和工业大件。
3. CCF:连续纤维增强打印
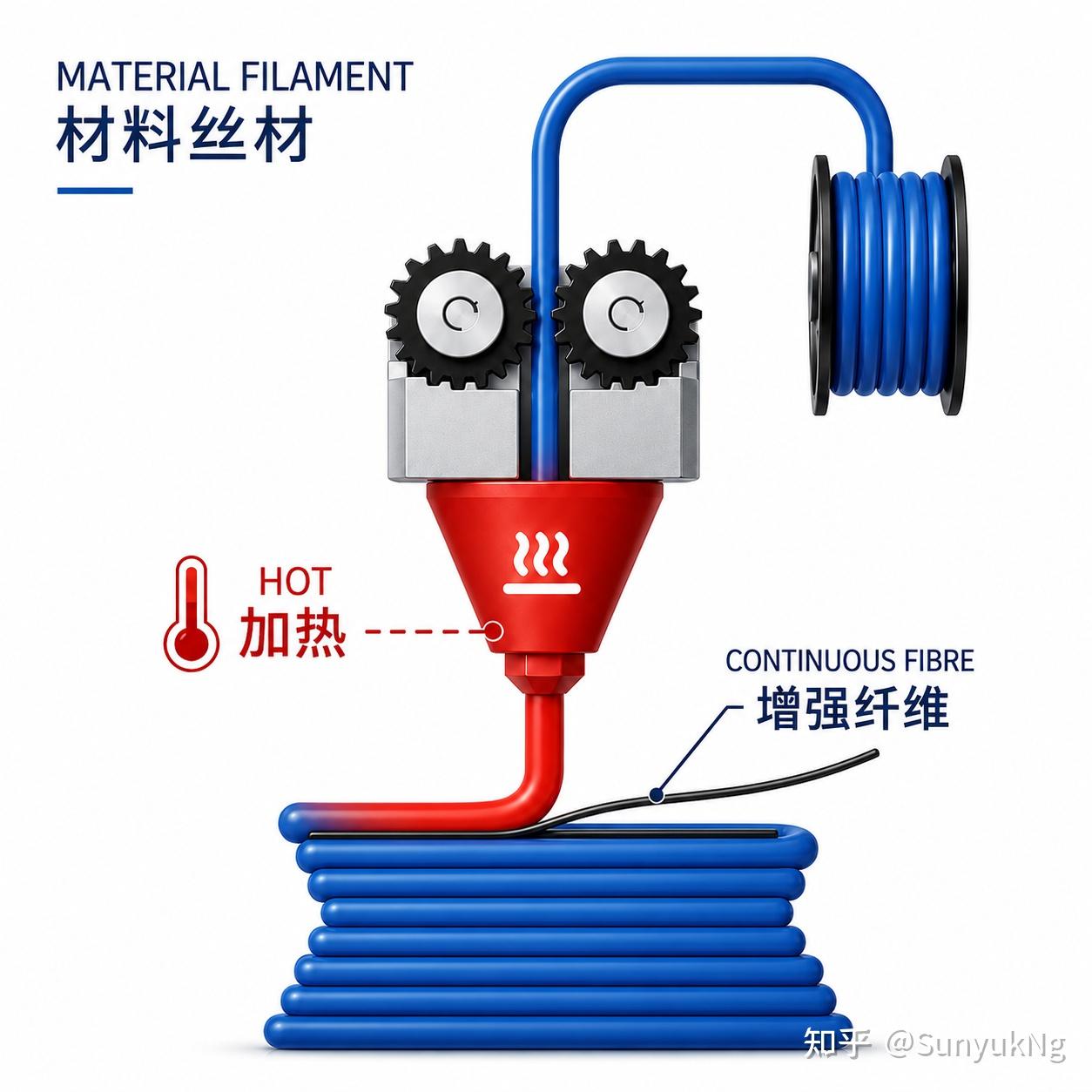
CCF,Continuous Filament Fabrication,连续长丝制造,可以理解为在塑料打印过程中加入连续纤维增强材料。
常见增强材料包括碳纤维、玻璃纤维、芳纶纤维等。它们被连续铺设在零件内部,可以显著提升零件的强度和刚性。
这种技术的价值不在于打印得更好看,而在于让塑料件具备更好的力学性能。
适合应用
- 高强度工装夹具;
- 机械臂末端夹具;
- 轻量化结构件;
- 小批量功能件;
- 替代部分金属零件的工程塑料件。
二、VPP光固化:用光把树脂固化成型
VPP,Vat Photopolymerization,光固化3D打印,使用的是液态光敏树脂。
它的基本原理是:光敏树脂在特定波长的光照下会发生固化反应,设备通过激光、投影或屏幕曝光的方式,让树脂在指定位置固化,逐层形成零件。
光固化技术最大的特点是:
精度高,表面细腻,适合做精细模型。
1. SLA:立体光固化成型
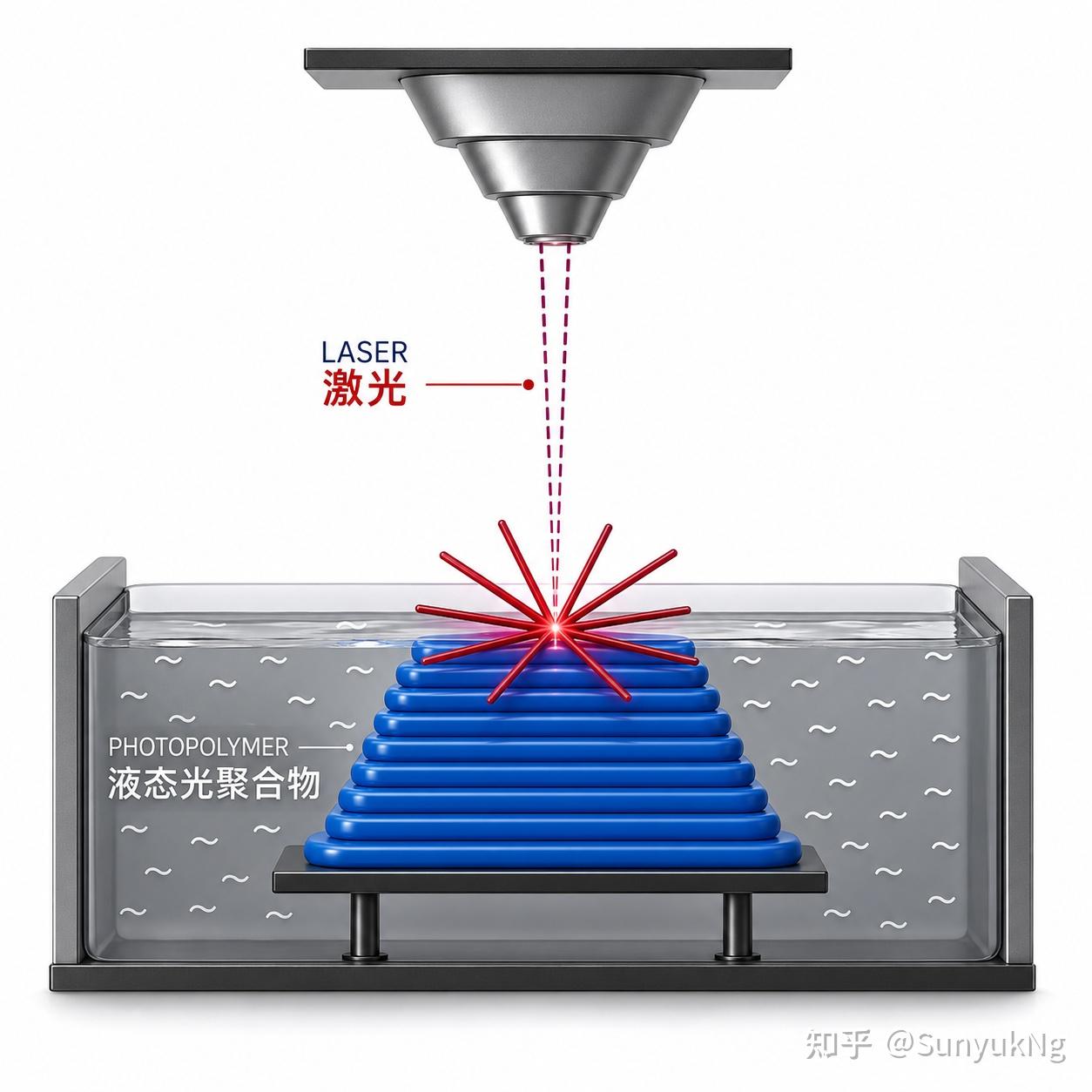
SLA,Stereolithography,立体光固化成型,是比较早期也比较经典的光固化技术。
它通常通过激光束在液态树脂表面扫描,被激光照射到的位置会固化。平台移动后,再固化下一层,最终形成完整零件。
SLA的优势
- 打印精度高;
- 表面质量好;
- 适合复杂细节;
- 可用于高质量外观模型。
SLA的不足
- 树脂材料成本较高;
- 打印后需要清洗和二次固化;
- 树脂件的耐候性和抗冲击性有限;
- 不一定适合长期受力功能件。
SLA常用于手板模型、医疗模型、牙科模型、珠宝首饰、模具母模、精密外观件等领域。
2. DLP:数字光处理技术
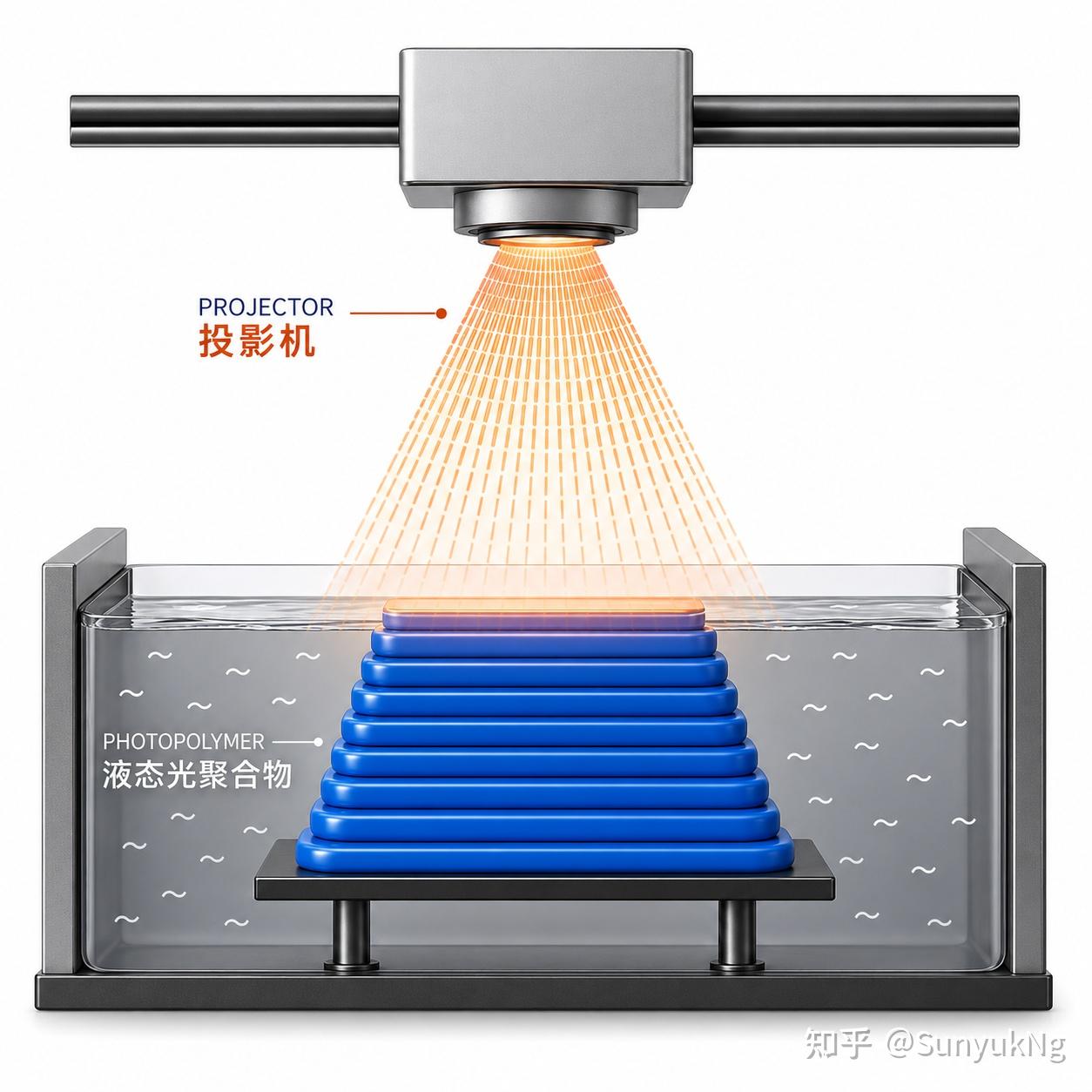
DLP,Digital Light Processing,数字光处理技术,也属于光固化路线。
它和SLA的区别在于:SLA通常是激光逐点扫描,而DLP是通过投影光源一次性固化一个区域或一整层。
可以简单理解为:
SLA像用激光笔画图,DLP像用投影仪曝光。
DLP的优势是成型速度快、细节表现好,尤其适合小尺寸高精度零件,比如牙科、珠宝、微型模型和精密结构件。
不过DLP的打印幅面通常受到投影系统限制,大尺寸打印时需要在精度、效率和成本之间做取舍。
三、MJT材料喷射:像喷墨打印一样做3D模型
MJT,Material Jetting,材料喷射,是一类非常精细的3D打印技术。
它的工作方式有点像喷墨打印机,只不过喷出来的不是普通墨水,而是可固化的材料液滴。材料被喷射到指定位置后,通过紫外光固化或冷却固化,逐层形成零件。
这一类技术常见于高质量展示模型、全彩3D打印、透明件、医疗模型和复杂外观件。
1. MJ:材料喷射

MJ,Material Jetting,材料喷射,可以通过多个喷头喷射不同材料,实现比较高的细节、色彩和质感表现。
它的优势非常明显:
- 表面细腻;
- 细节还原度高;
- 可实现多材料;
- 可实现全彩或半透明效果;
- 支撑材料去除相对方便;
- 适合复杂外观模型。
因此,MJ技术非常适合高精度展示件、全彩模型、人像手办、医疗教学模型、产品外观验证、透明结构件等应用。
但它也有明显不足:设备成本和材料成本通常较高,维护要求也高,不适合所有低成本应用。
2. DOD:按需喷墨
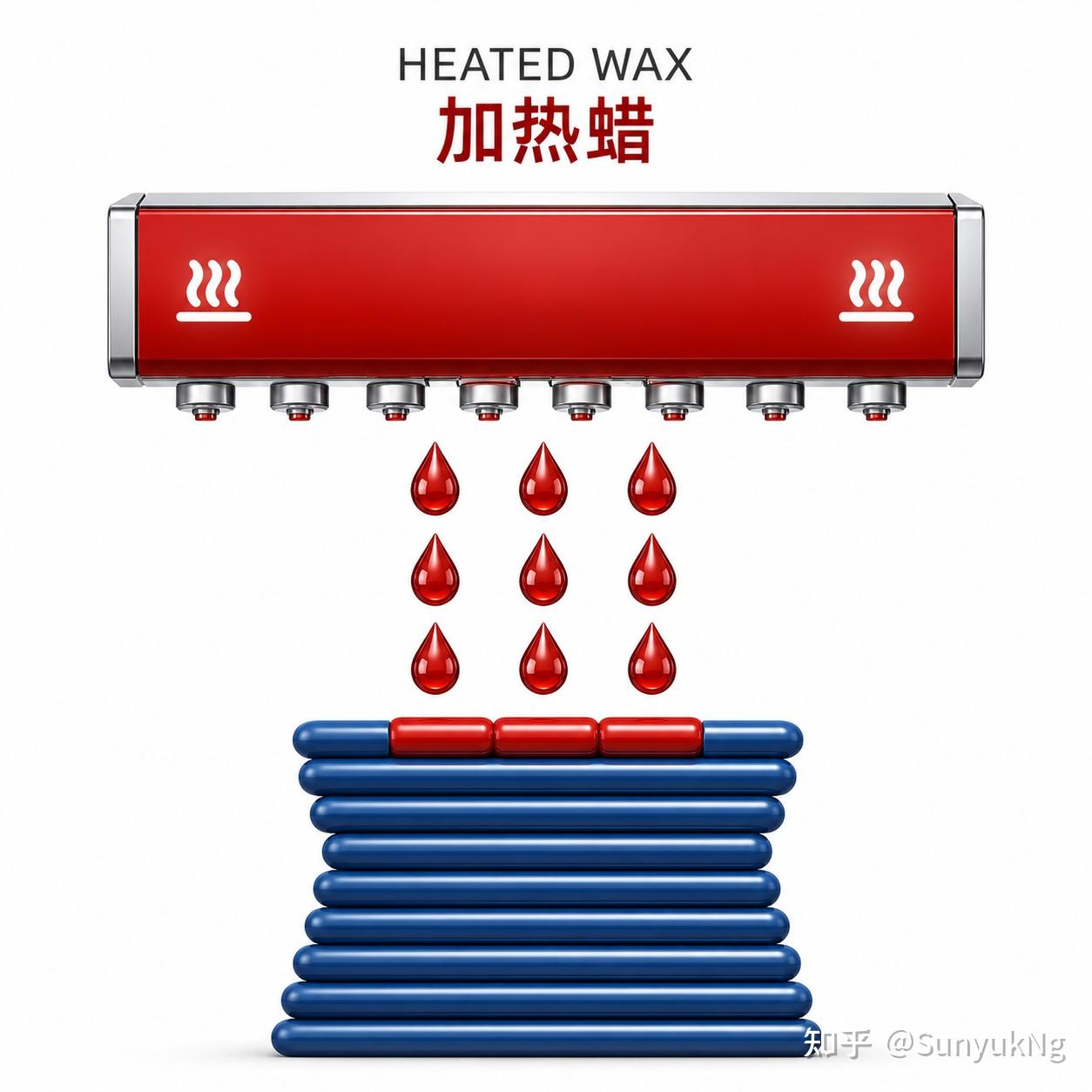
DOD,Drop on Demand,按需喷墨,意思是喷头只在需要的位置喷射材料液滴。
这种技术可以使用蜡类材料或其他可喷射材料,通过加热、冷却或固化方式成型。
它比较适合一些专门应用,比如:
- 蜡模;
- 精细模型;
- 铸造相关模型;
- 小型高精度零件。
DOD的特点是控制精准,但应用范围相对更专业。
3. NPJ:纳米粒子喷射
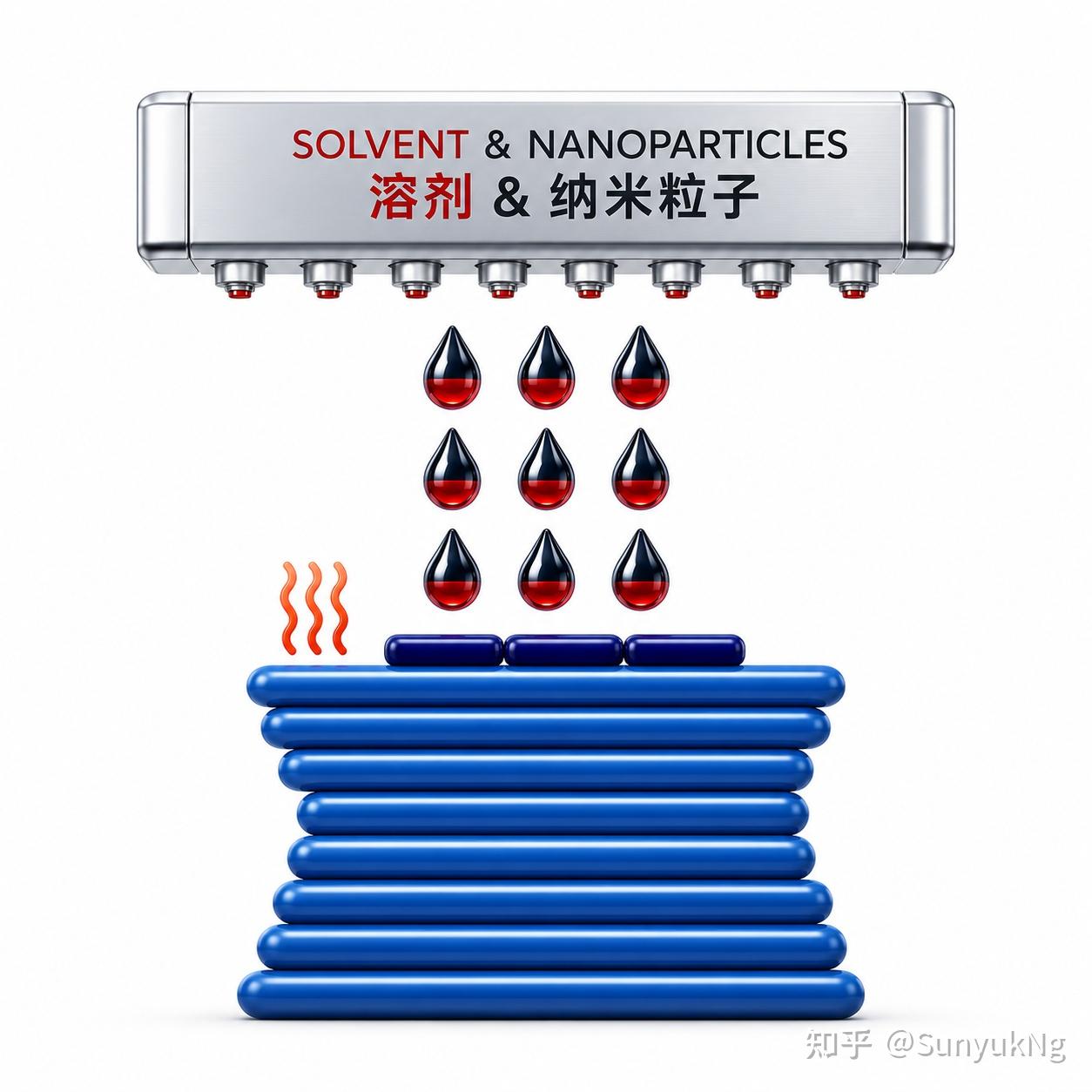
NPJ,Nano Particle Jetting,纳米粒子喷射,是将含有金属或陶瓷纳米颗粒的液体材料喷射到指定位置,随后通过溶剂挥发、烧结等后处理方式形成零件。
它的意义在于把材料喷射的高精细控制能力,与金属、陶瓷等材料结合起来。
不过这类技术对材料体系、设备控制和后处理工艺要求都比较高,更多属于工业级和专业级应用方向。
四、BJT粘结剂喷射:不是喷材料,而是喷“胶水”
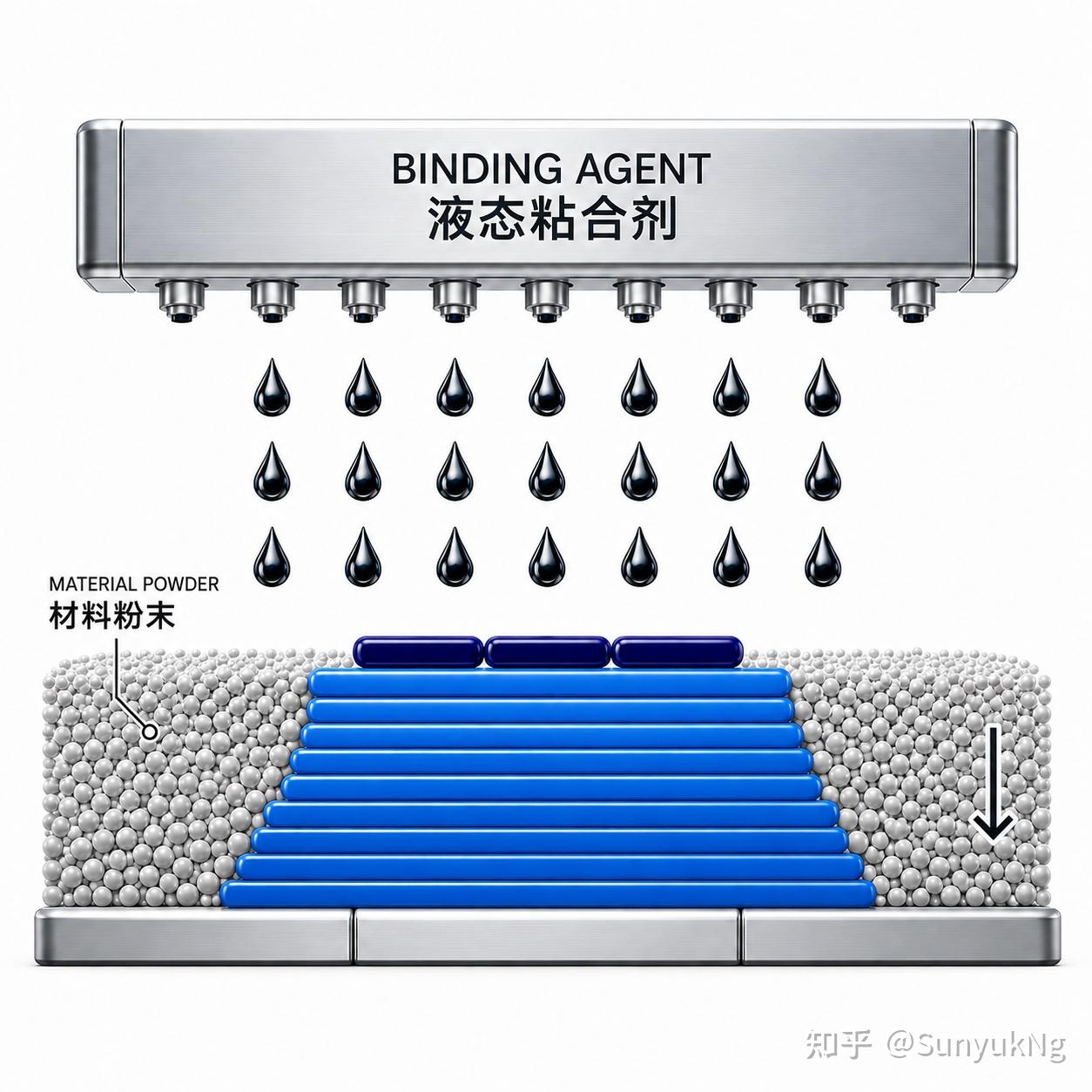
BJT,Binder Jetting,粘结剂喷射,和材料喷射很容易被混淆。
二者最大的区别是:
材料喷射是把成型材料喷出来;
粘结剂喷射是把粘结剂喷到粉末上。
BJT会先铺一层粉末,然后喷头在指定区域喷射粘结剂,把粉末粘在一起。随后继续铺粉、喷胶、再铺粉、再喷胶。打印完成后,还需要清粉、固化、烧结或浸渗等后处理。
BJT的优点
- 成型速度相对较快;
- 可用于砂型、石膏、金属粉末、陶瓷粉末等;
- 适合复杂结构;
- 可实现较高效率的批量排版。
BJT的不足
- 打印出来的坯体强度通常不高;
- 很多材料需要烧结或浸渗;
- 后处理会影响尺寸精度;
- 收缩和变形控制比较关键。
BJT常用于砂型铸造、全彩石膏模型、金属零件批量制造、陶瓷零件等方向。
五、PBF粉末床融合:用激光或电子束处理粉末
PBF,Powder Bed Fusion,粉末床融合,是工业3D打印中非常重要的一类技术,尤其在尼龙功能件和金属3D打印中应用广泛。
它的核心原理是:
先在成型平台上铺一层粉末,再用激光或电子束选择性烧结/熔化指定区域。完成一层后,平台下降,再铺一层粉末,继续成型。
1. SLS:选择性激光烧结
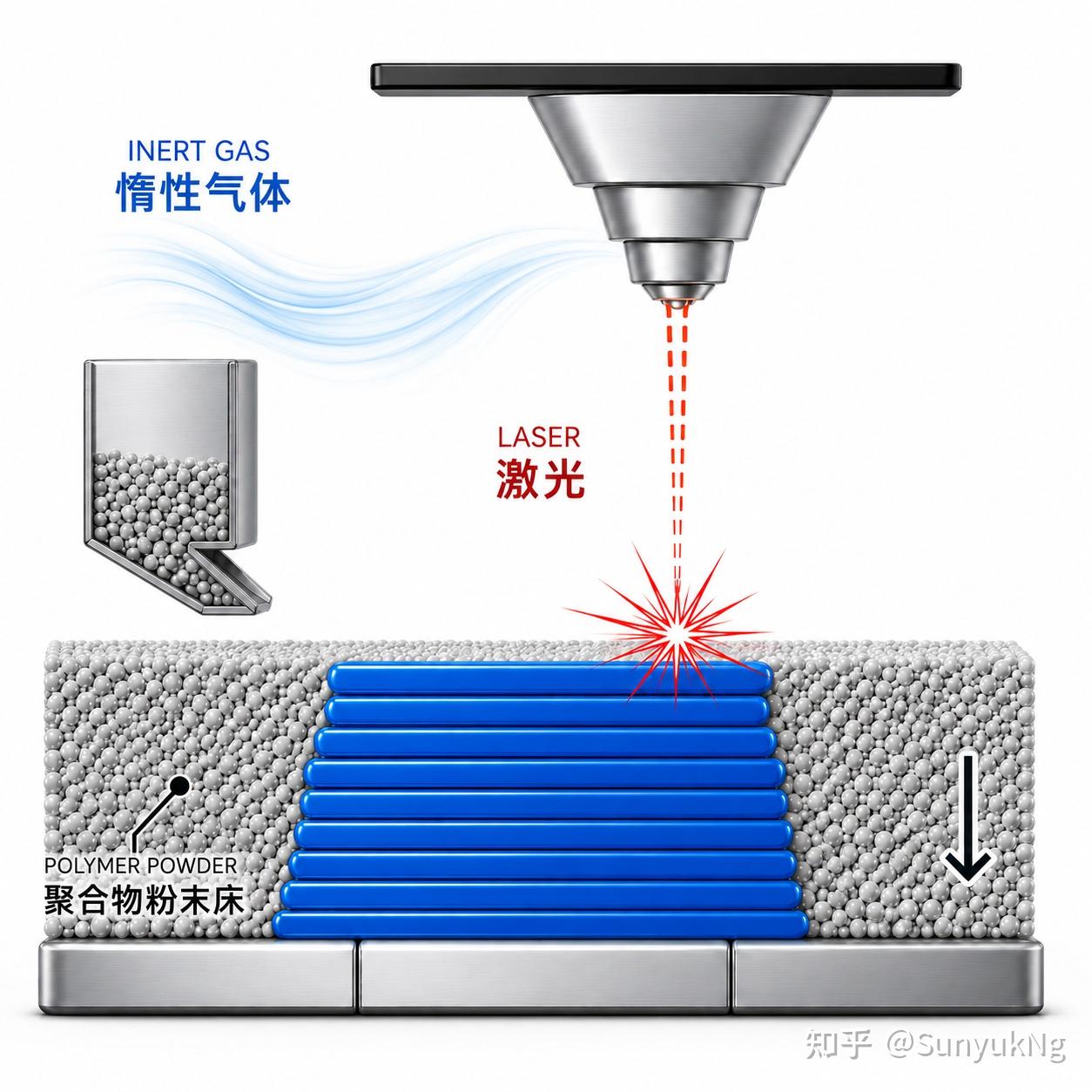
SLS,Selective Laser Sintering,选择性激光烧结,通常用于尼龙粉末等高分子材料。
它通过激光将粉末颗粒烧结在一起。未烧结的粉末可以在打印过程中起到支撑作用,所以很多复杂结构不需要额外支撑。
SLS的优势
- 不需要传统支撑结构;
- 可以打印复杂几何形状;
- 尼龙件强度和韧性较好;
- 适合小批量功能件。
SLS的不足
- 表面会有粉末颗粒感;
- 设备和材料成本高于普通FDM;
- 打印后需要清粉、喷砂、染色等后处理。
SLS适合做尼龙功能件、复杂结构件、卡扣、壳体、管路、小批量工业零件。
2. MJF:多射流熔融
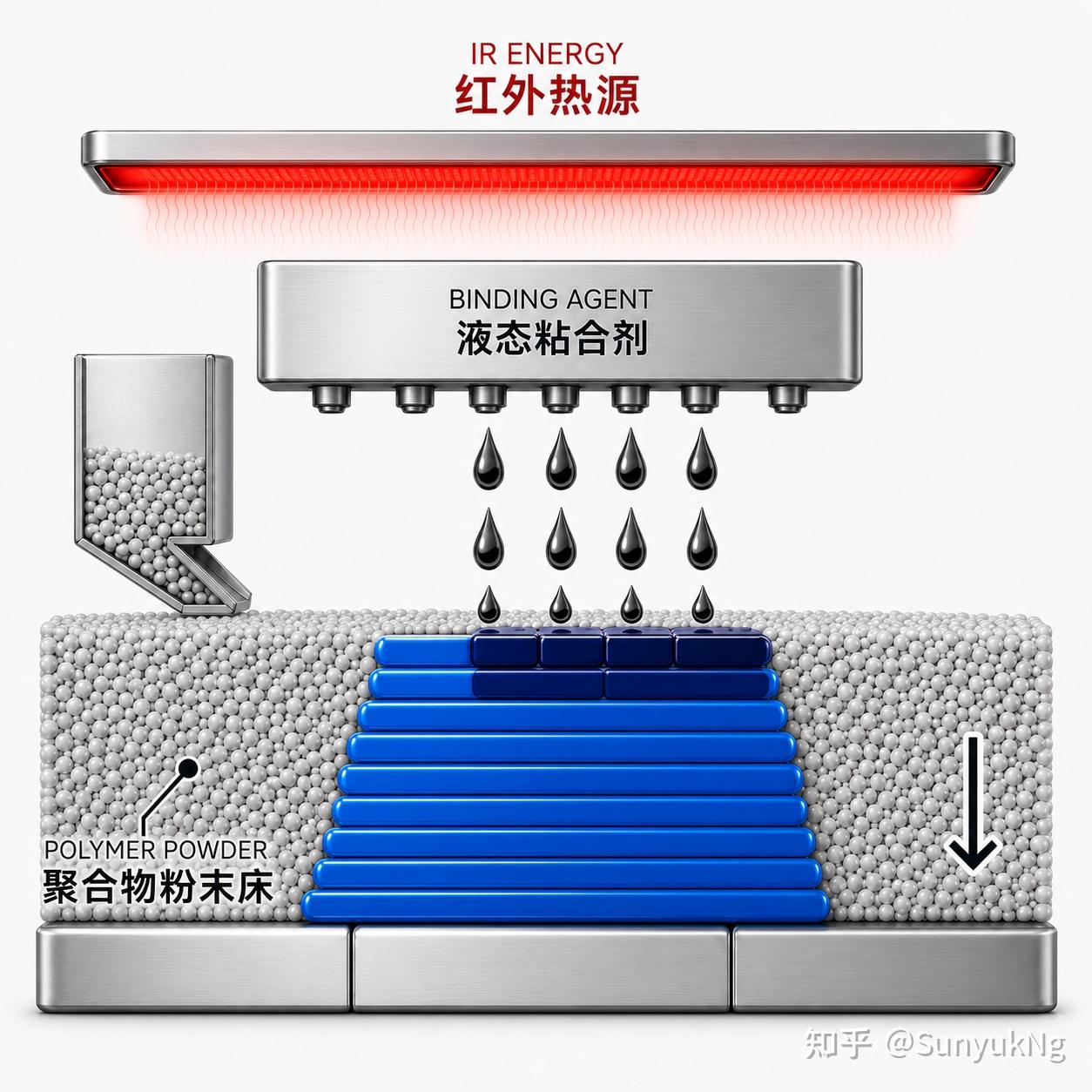
MJF,Multi Jet Fusion,多射流熔融,也是一种粉末床技术,常用于尼龙类材料。
它不是直接用激光逐点烧结,而是通过喷射熔融剂、细化剂,再配合热源让粉末选择性融合。
MJF的特点是成型效率高、零件一致性好,适合批量排版生产。
它常用于:
- 小批量功能件;
- 消费电子结构件;
- 医疗辅具;
- 工业零件;
- 定制化尼龙产品。
3. SLM:选择性激光熔化
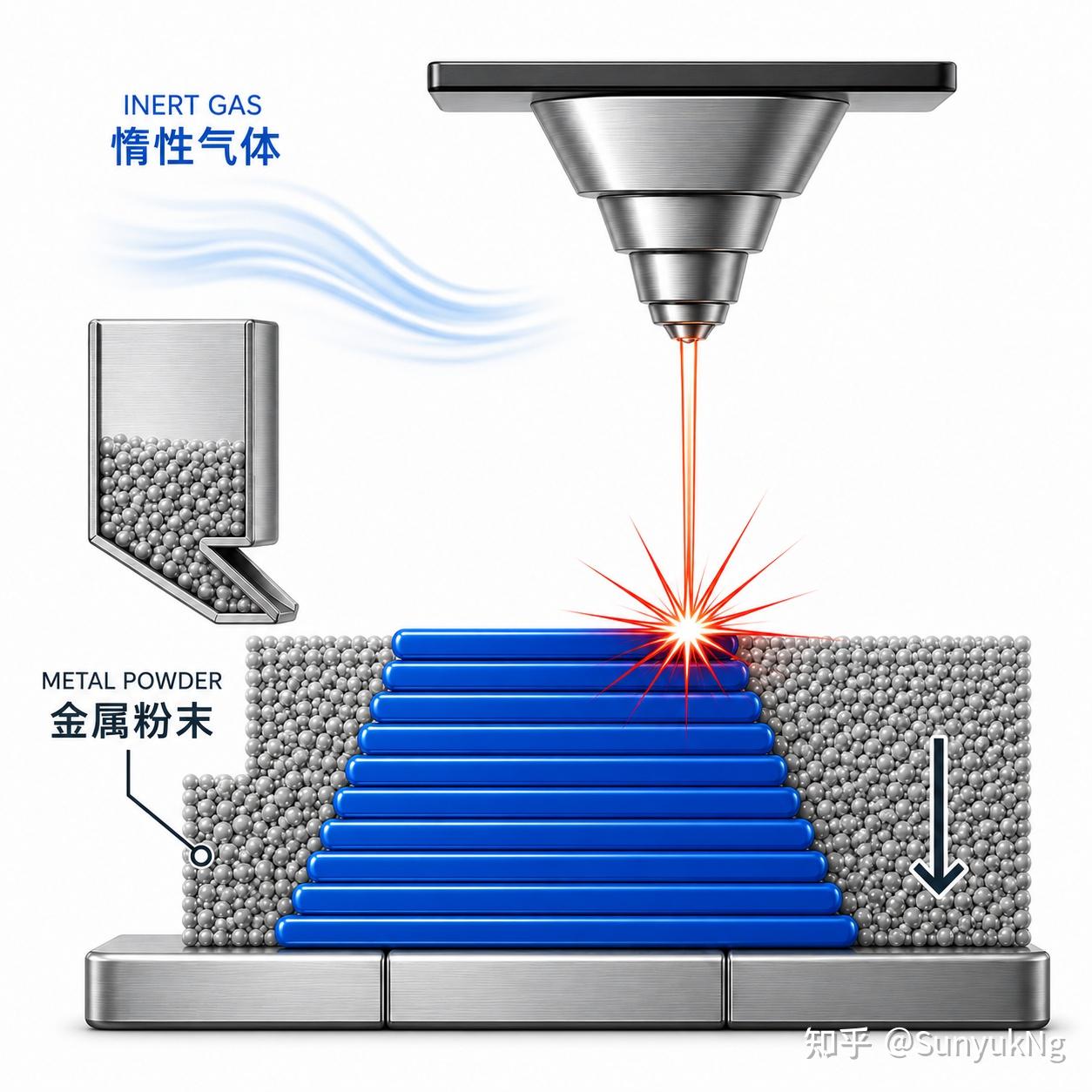
SLM,Selective Laser Melting,选择性激光熔化,主要用于金属粉末打印。
它和SLS不同,SLS更多是烧结,而SLM是把金属粉末真正熔化并凝固,最终形成金属零件。
常见材料包括:
- 不锈钢;
- 钛合金;
- 铝合金;
- 高温合金;
- 模具钢等。
SLM适合什么?
- 航空航天零件;
- 医疗植入物;
- 复杂内流道;
- 轻量化结构;
- 模具随形冷却水路;
- 小批量高价值金属零件。
需要注意的是,金属3D打印并不等于“比机加工便宜”。它的优势不是低价,而是能制造传统工艺很难完成的复杂结构。
如果只是普通金属块打孔、开槽,CNC往往更合适。
4. EBM:电子束熔化
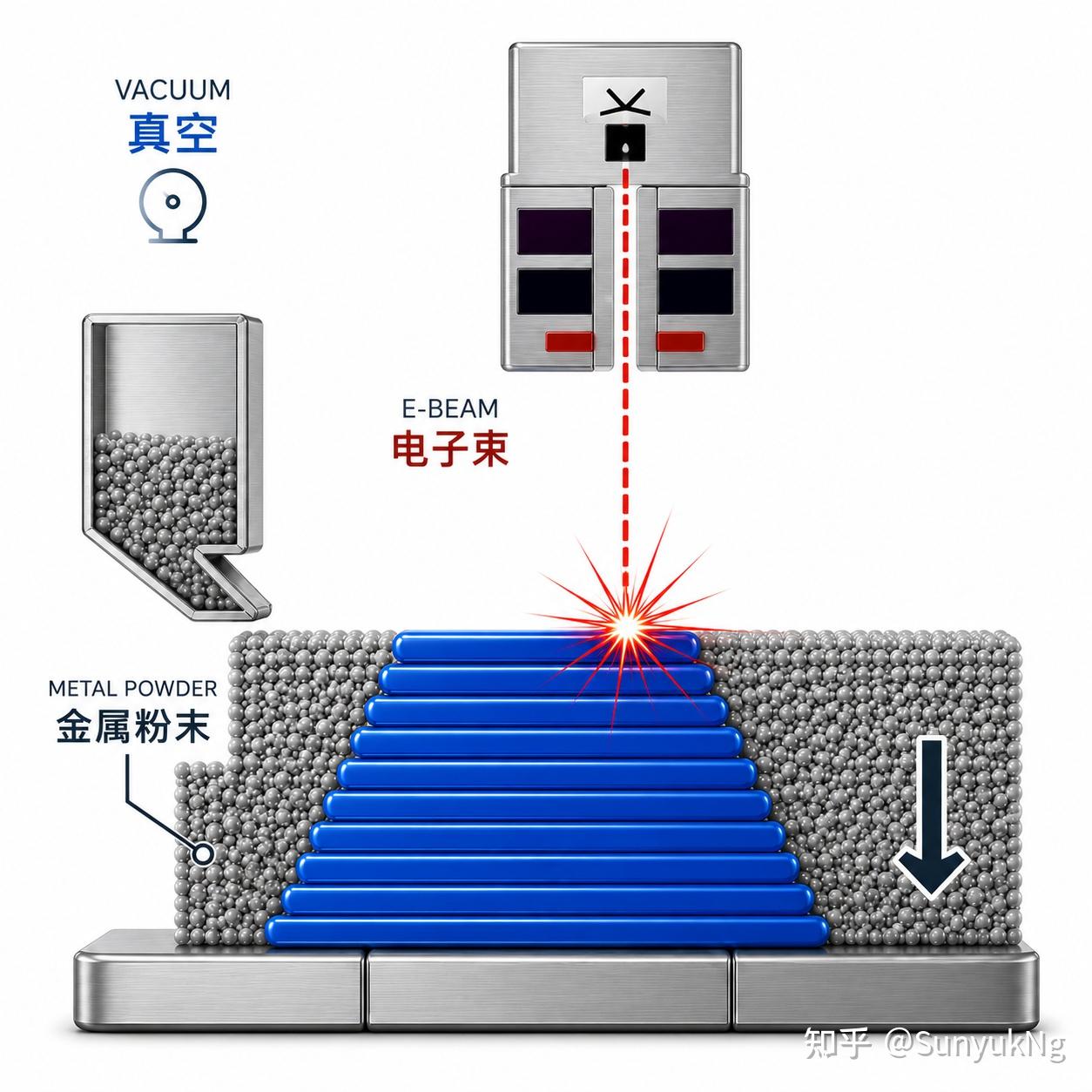
EBM,Electron Beam Melting,电子束熔化,使用电子束作为能量源,通常在真空环境中完成金属粉末熔化。
它也属于金属粉末床融合技术,常见于钛合金等材料应用。
EBM的设备门槛和应用门槛都比较高,更多用于航空、医疗、科研等专业领域。
六、DED定向能量沉积:边送材料边熔化
DED,Directed Energy Deposition,定向能量沉积,和PBF粉末床技术不同。
PBF是先铺粉,再选择性烧结或熔化;
DED是把材料送到目标位置,同时用激光、电弧、电子束等能量源把材料熔化,并直接堆积到零件表面。
它更像是“可控的焊接堆积”。
1. LENS:激光近净成型
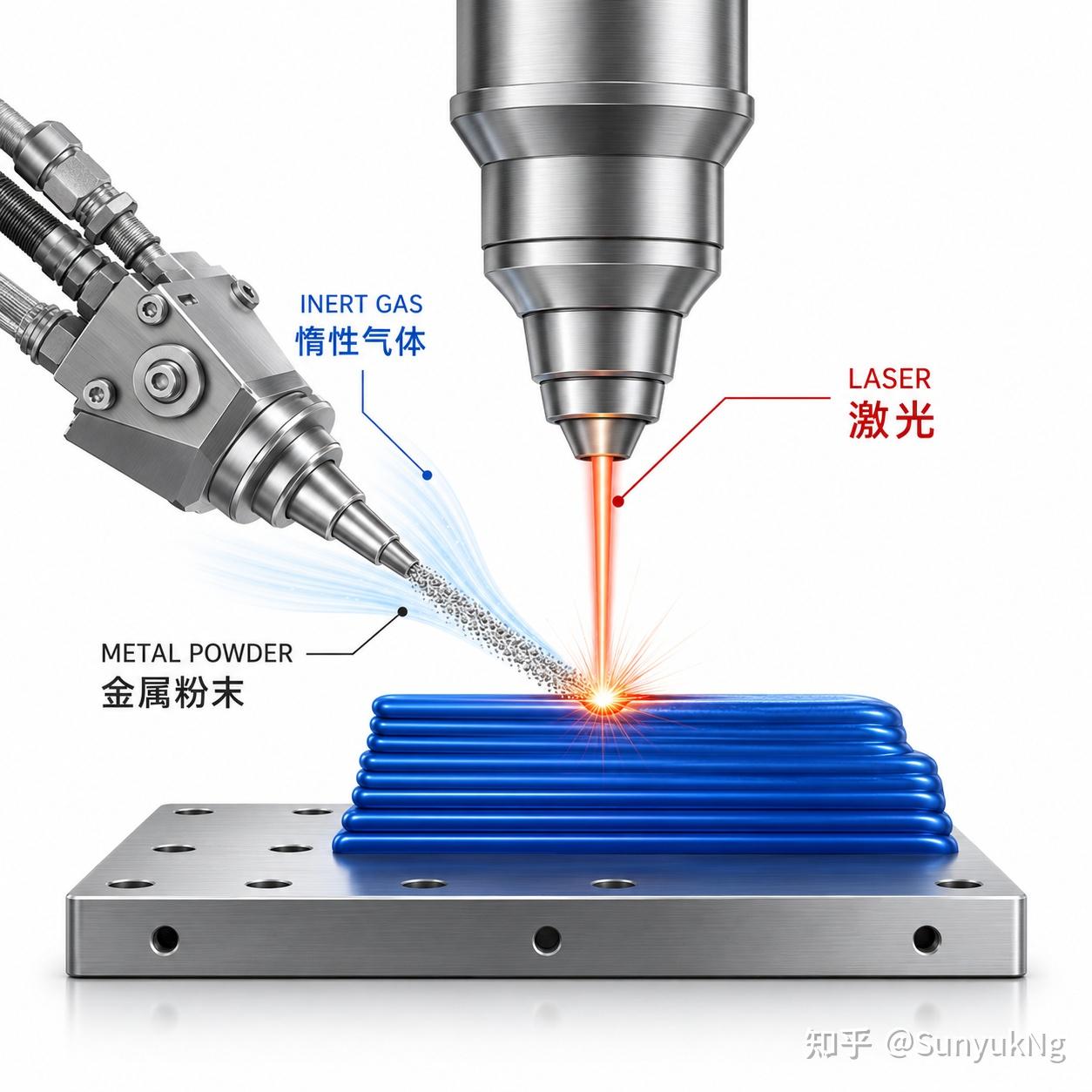
LENS,Laser Engineered Net Shaping,激光近净成型,通常通过喷嘴送入金属粉末,同时用激光将粉末熔化,在基体上逐层堆积。
它适合:
- 金属零件修复;
- 局部强化;
- 大尺寸金属件制造;
- 梯度材料研究;
- 近净成型毛坯。
相比SLM,LENS更适合大尺寸、修复类和局部沉积类应用,但成型表面通常更粗,需要后续机加工。
2. WAAM:电弧增材制造
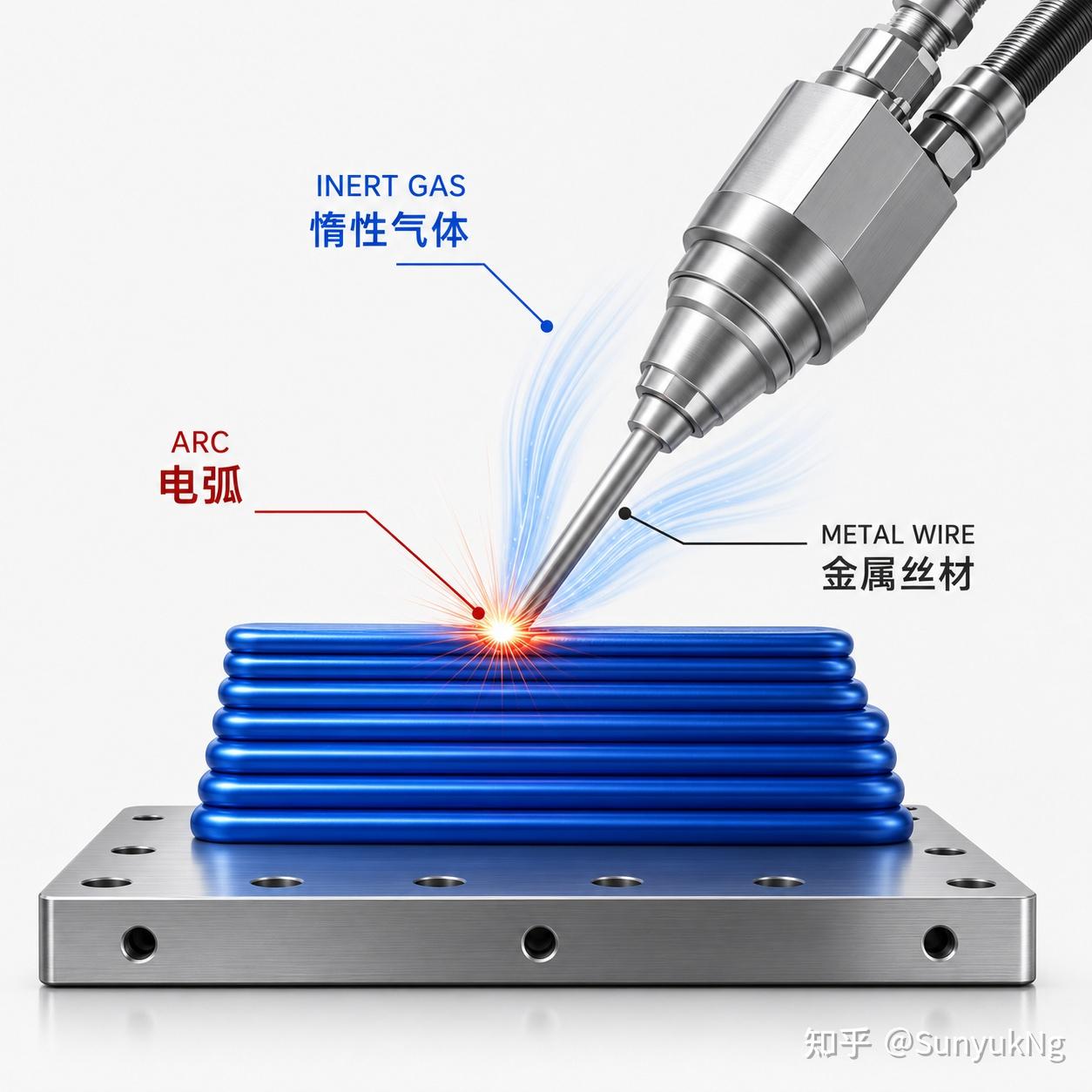
WAAM,Wire Arc Additive Manufacturing,电弧增材制造,可以理解为通过焊丝和电弧进行金属堆积。
它的优势是成型效率高、材料利用率高、适合大尺寸金属结构件。
常见应用包括:
- 船舶制造;
- 航空大型构件;
- 模具毛坯;
- 大型金属结构件;
- 维修再制造。
不过WAAM的精度和表面质量通常不如粉末床金属打印,更多用于毛坯制造,后续仍需要机加工。
3. MPA:金属粉末应用 / 冷喷涂方向
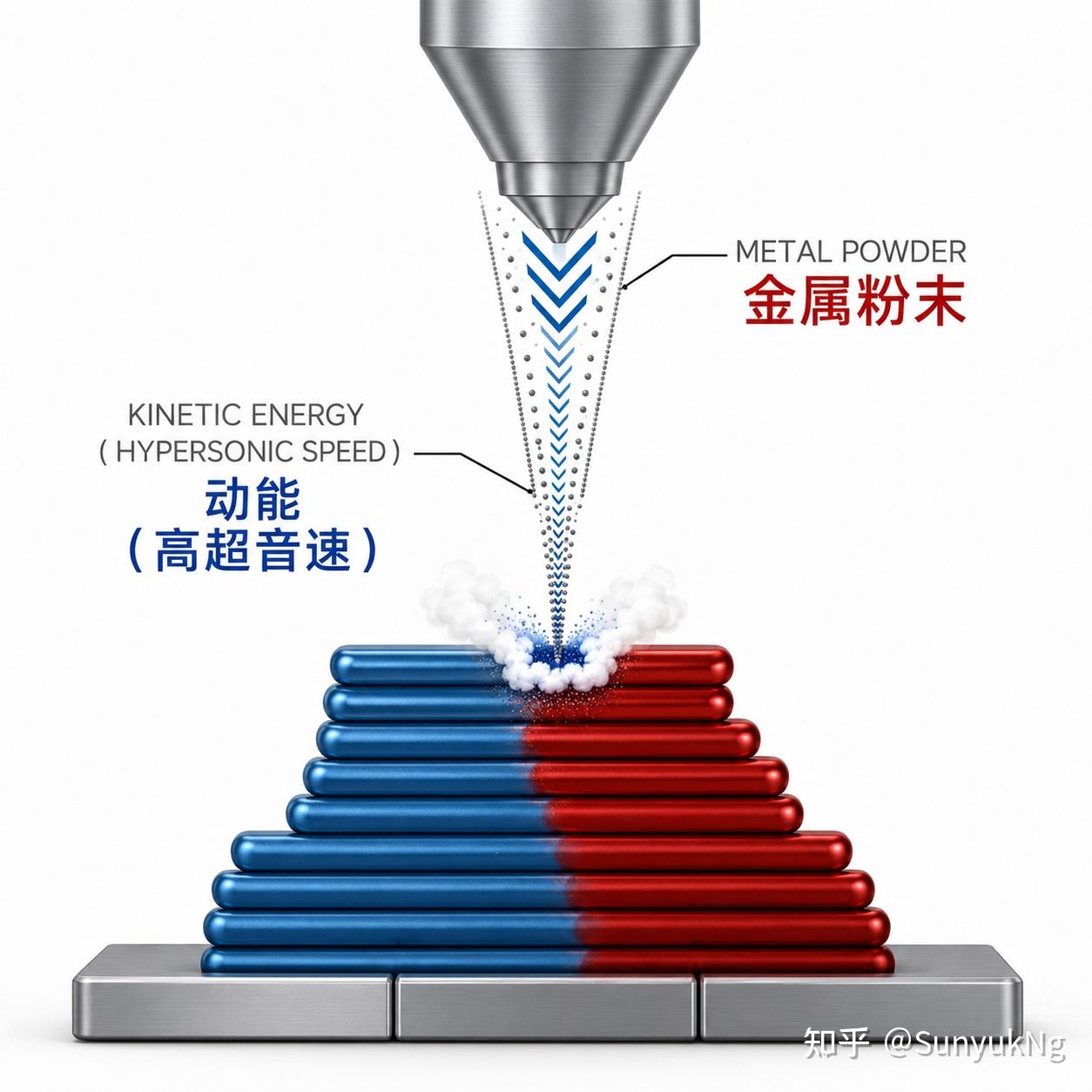
MPA,Metal Powder Application,金属粉末应用,可以理解为通过高速气流将金属粉末加速,使粉末颗粒撞击基体后发生塑性变形并沉积。
它和传统熔化式金属打印不同,更偏向冷喷涂、表面沉积、修复和涂层方向。
适合场景包括:
- 表面修复;
- 耐磨涂层;
- 局部强化;
- 不希望材料经历高温熔化的零件。
七、不同3D打印技术怎么选?
普通用户没必要死记每一个英文缩写,更实用的方法是按照应用倒推。
| 需求 | 常见技术选择 |
|---|---|
| 低成本入门、教学、普通模型 | FDM |
| 高精度手板、牙科、珠宝、精细模型 | SLA / DLP |
| 尼龙功能件、小批量复杂结构 | SLS / MJF |
| 全彩模型、透明件、高质量展示件 | MJ / 材料喷射 |
| 砂型、石膏、金属/陶瓷粉末成型 | BJ / BJT |
| 高价值复杂金属零件 | SLM / EBM |
| 大尺寸金属件、修复、堆焊类应用 | DED / LENS / WAAM |
| 大尺寸塑料件、低材料成本打印 | PEM |
| 高强度复合材料塑料件 | CCF |
八、几个常见误区
1. FDM不等于全部3D打印
桌面FDM打印机很常见,但它只是3D打印中的一个分支。工业3D打印里还有树脂、粉末、金属、陶瓷、蜡模、砂型等很多路线。
2. 光固化不只是做手办
SLA、DLP常被用来做模型,但它们在牙科、医疗、珠宝、精密手板、模具母模等领域也有很多应用。
3. 金属3D打印不是为了便宜
金属3D打印的核心价值不是替代所有机加工,而是解决传统工艺难以制造的复杂结构,比如复杂内流道、轻量化结构、拓扑优化零件和个性化医疗植入物。
4. 能打印不代表适合打印
3D打印要不要用,不能只看“能不能做”,还要看成本、数量、材料性能、后处理、交付周期和传统工艺替代方案。
有些零件用3D打印很合适,有些零件用CNC、注塑、铸造反而更合理。
九、总结
3D打印的本质不是某一种设备,而是一套围绕数字模型展开的增材制造体系。
不同技术路线各有侧重点:
- FDM:便宜、普及、适合入门和结构验证;
- SLA / DLP:精度高、表面好,适合精细模型;
- SLS / MJF:适合尼龙功能件和小批量生产;
- MJ:适合全彩、高精度、多材料展示件;
- BJ:适合砂型、石膏、金属和陶瓷粉末成型;
- SLM / EBM:适合高价值复杂金属零件;
- DED / WAAM:适合大尺寸金属件、修复和近净成型;
- PEM / CCF:分别偏向大尺寸挤出和高强度复合材料应用。
所以,真正选择3D打印技术时,不应该只问“哪种技术最好”,而应该问:
我要打印什么材料?
零件是展示用还是功能用?
需要多高精度?
数量是多少?
后处理能不能接受?
成本是否合理?
把这些问题想清楚,才能选到合适的3D打印工艺。